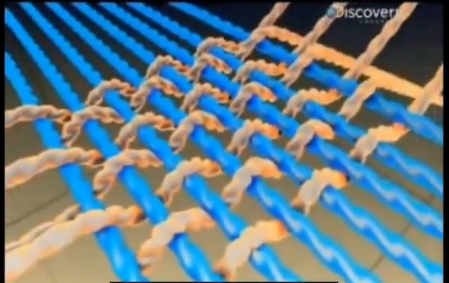
discovery science kanalının nasıl yapılır kuşağında yününün koyundan kırpılmasını hazırlanmasını ve dokunmasını gösteren güzel bir belgesel
oldukça faydalı kısa olamasına rağmen her aşama görülüyor.
discovery science kanalının nasıl yapılır kuşağında yününün koyundan kırpılmasını hazırlanmasını ve dokunmasını gösteren güzel bir belgesel
oldukça faydalı kısa olamasına rağmen her aşama görülüyor.
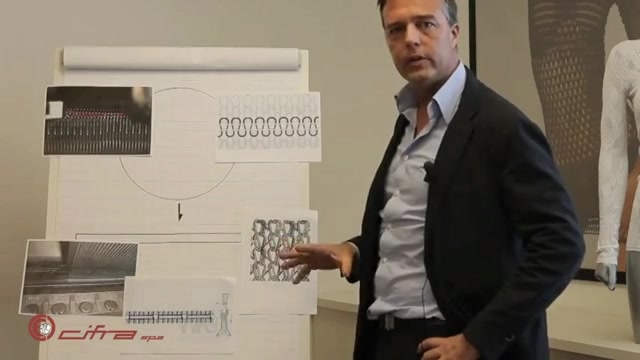
cifra spa firmasının çözgülü örme kumaşın yuvarlak örme kumaşa göre avantajlarını anlatan bir tanıtım filmi yapmış.
cifra spa firması çözgülü örme kumaşlarla dikişsiz olarak tek parça halinde giysi üreten bir firma
videoda WKS denilen şey “warp kintting seamless” yani dediğim gibi dikişsiz çözgülü örmecilik demek
videonun hd kalitesinde olması makineleri görmek açısında güzel bir ayrıntı
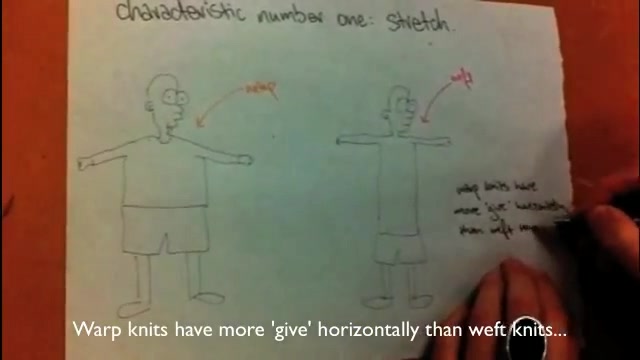
atkı ve çözgü örmeciliğinin biraz sıradışı karikatürlerle anlatılmış
birazcık ingilizce gerekli anlamak için
pamuğun tarihi-kullanımı hakında bir belgesel oldukça kapsamlı.
history channel – modern marvels
For a soft, fuzzy, white fiber, cotton has played a starring role in history. As well as being one of the most useful of materials, cotton has created empires, helped launch at least one civil war, jumpstarted the Industrial Revolution, and become the world’s most ubiquitous fabric (you must be wearing at least a piece of it right now). Follow the jaunt cotton makes “from dirt to shirt”, as they say in the textiles trade, and the lesser-known journey it makes into thousands of products, including gunpowder, cattle feed, plastics, photographic film, lipstick, and ice cream. We also examine cotton’s historical place beginning with its ancient origins, especially India, and examine the many innovations in which cotton had a hand, like the cotton gin, which separated cotton from seed and also had a hand in both oppression and progress in both America and England. And don’t forget that evil critter, the boll weevil!
Cotton is a soft, fluffy staple fiber that grows in a boll, or protective capsule, around the seeds of cotton plants of the genus Gossypium. The fiber is almost pure cellulose. Under natural condition, the cotton balls will tend to increase the dispersion of the seeds.
The plant is a shrub native to tropical and subtropical regions around the world, including the Americas, Africa, and India. The greatest diversity of wild cotton species is found in Mexico, followed by Australia and Africa. Cotton was independently domesticated in the Old and New Worlds. The English name derives from the Arabic (al) qutn قُطْن, which began to be used circa 1400 AD. The Spanish word, “algodón”, is likewise derived from the Arabic.
The fiber is most often spun into yarn or thread and used to make a soft, breathable textile. The use of cotton for fabric is known to date to prehistoric times; fragments of cotton fabric dated from 5000 BC have been excavated in Mexico and the Indus Valley Civilization (modern day Pakistan). Although cultivated since antiquity, it was the invention of the cotton gin that so lowered the cost of production that led to its widespread use, and it is the most widely used natural fiber cloth in clothing today.
Current estimates for world production are about 25 million tonnes annually, accounting for 2.5% of the world’s arable land. China is the world’s largest producer of cotton, but most of this is used domestically. The United States has been the largest exporter for many years.
Pamuğun kot oluşuna dair geçirdiği macerayı küçük bir tanıtım ile gösterilmiş ve gerçektende güzel olmuş.
“Puppy” by Skrillex & The Art of RAW – The Unlimited Possibilities of Denim
Music – “Puppy” by Skrillex
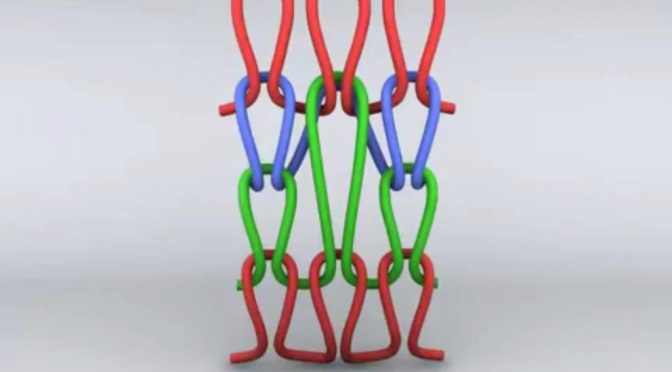
Örücü elemanlar vasıtasıyla ilmek şekli verilen ipliğin, kendinden önceki ve sonraki ilmekler ile bağlanması sonucu oluşturulan yüzeylere örme kumaş denir.
Teknik açıdan örmecilik başlıca iki gruba ayrılır:
1.Atkı Örmeciliğinde, tekbir iplik enine ilmekler yapar. Bu ilmeklerin alt ve üst ilmek sıraları ile bağlanması sonucu bir yüzey oluşur. Bu örgü türünde ipliği çektiğimizde örgü enine yönde sökülür. Atkı örme yöntemi ile elde edilen ürünlerden bazıları; kazak, yelek, ceket, etek, elbise gibi dış giysilikler, fanila, külot gibi iç giysilikler, T-Shirt, eşofman, sweet-shirt gibi penye ürünleri, çorap, bazı tıbbi ve teknik kumaşlardır.
2. Çözgü Örmeciliğinde, her iğneye en az bir iplik beslenir. Her iğnenin ayrı ayrı oluşturduğu ilmek çubuklarının yanındaki ilmek çubukları ile bağlanması ile yüzey oluşur. Bir çözgü örme mamulü sökmeye çalıştığımızda ya hiç sökülmez ya da boyuna yönde biraz sökülür. Çözgülü örme yöntemi ile elde edilen ürünlerden bazıları; tül perde, dantel, mayo ve döşemelik kumaşlar, havlu ve halılar, bandaj ve suni damar gibi tıbbi malzemeler, ayakkabı yüzü, filtre, çuval, sera örtüsü gibi teknik kumaşlardır.

1. ÖRME MAKİNALARI
1.1 Örme Makinalarının Sınıflandırılması
Farklı iğne tiplerinin ilmek oluşturma yöntemi farklı olduğundan her bir iğne için değişik bir makina geliştirilmiştir. Buna göre örme makinalarını şöyle sınıflandırabiliriz.

1. Cotton Makinaları da denilen bu tip makinalarda, arka yüzünde iplik atlamaları olmaksızın renkli desenli ince kazaklar üretilir.
2. Mayözlü Makinalar, tüp halinde düz veya atlamalı desenli kumaşların üretiminde kullanılır.
3. Trikotaj makinaları olarak adlandırılan bu tip makinalar üç gruba ayrılır:
a. Tek yataklı olanları, kalın kazak üretiminde kullanılan ev tipi makinalardır,
b. Çitf yataklı olanları, her türlü desenin üretimine uygun olup V-yataklı makinalar olarak adlandırılır. Sanayide en çok kulla¬nılan trikotaj makinasıdır.
c. Özel iki ucu dilli iğnelerin kullanıldığı haraşo makinalarının kullanımı oldukça azdı.
4. Daha ince örme mamullerin üretiminde kullanılan yuvarlak örme makinaları da üç gruba ayrılmaktadır.
a. Tek yataklı olanları sanayide süprem veya single-jarsey makinası olarak adlandırılmaktadır, küçük çaplı olanları ince bayan çorabı üretiminde kullanılır.
b. Birbirine dik iki iğne yatağına sahip bu makinalar sanayide silindir- kapak veya double-jarsey makinaları olarak adlandırılmaktadır. İki yataktaki iğneler yükseldiğinde birbirinin arasından geçiyorsa rib, birbirine karşılık geliyorsa interlok makinası diner.
c. İki ucu dilli iğnelerin kullanıldığı tip, çift silindir makinası olarak adlandırılır ve çorap üretiminde kullanılır.
5. Çözgü otomatı oiarakda bilinen bu makinalarda ince her türlü giysilik kumaş üretmek mümkündür. Desenlendirme imkanı sınırlıdır.
6. Raşel olarak da adlandırılan bu makinalarda desenlendirme imkanı çok yüksektir. Özellikle dantel ve fantazi kumaş üretiminde kullanılırlar.
7. Halı üretiminde, balık ağı vs…
Örme makinalarında ilmek oluşumuna örnek olması açısından tek yataklı dilli iğneli örme makinasında ilmek oluşumu Şekil 3 ‘de verilmiştir.
1.2 Örme Makinaları Hakkında Bilgiler
1.2.1 Makinayı Tanıtıcı Bilgiler
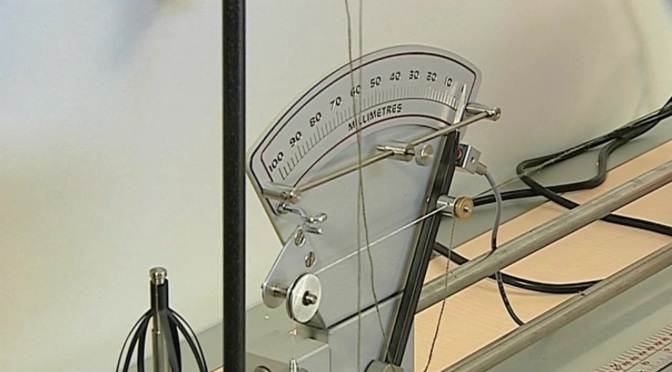
a. Makina İnceliği (E): Belirli mesafedeki iğne sayısı olup, mesafe ölçüsü olarak genellikle İngiliz ölçü birimi inch (1 inch = 2,54 cm) kullanılır. İncelik, üretiminde kullanılacak iplik numarası, çalışma hızı, örgü cinsi, elde edilecek dokunun eni ve en çekmesini doğrudan etkileyen bir faktördür.
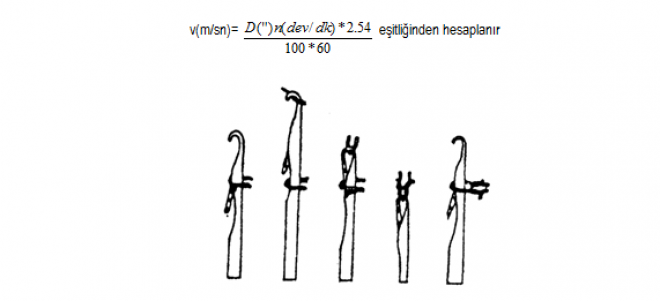
b. Makina Çapı (D): Yuvarlak örme makinalarında çıkacak dokunun enini belirleyen bir ölçüdür. Mamulün kullanım yerine göre değişik çaplarda makinalar seçilir. Birim olarak inch (*) kullanılır.
c. Çalışma Hızı (v): Düz örme makinalarında kilit sisteminin, yuvarlak örme makinalarında iğne yatağının m/sn olarak hızıdır. Bu hız, makinanın örme prensibine (RL, RR, LL), desenlendirme durumuna, makina eni veya çapına, örgünün yapısına ve kullanılan iplik özelliklerine göre belirlenir. Yuvarlak örme makinalarında hız
d. İplik Numarası (v): Bir örme makinasında kullanılacak iplik numarası başta makina inceliği olmak üzere, örgünün yapısı ve özelliklerine göre belirlenir.

Bu bilgiler dışında bazı yuvarlak örme makinaları için şu ek bilgiler sıralanabilir:
| Örme Prensibi | Makina Tipi | D” | E | SS/inch |
| RL | İnce bayan çorabı | 3.5-4.5 | 32-42 | <4.8 |
| düz/desenli dış giysilikler | 18-60 | 7-34 | <4 | |
| Jakarlı dış giysilikler | 11 -24 | 18-32 | ❤ | |
| vücut ölçüsünde iç giysilikler | 30 | 5-32 | <4 | |
| 3 – iplik futter | 11 -32 | 12-28 | ❤ | |
| havlı kumaşlar | 10-34 | 7-28 | <2 | |
| RR | düz / desenli dış giysilikler | 6-36 | 7-42 | <4 |
| Jakarlı dış giysilikler | 10-32 | 5-30 | <3.2 | |
| vücut ölçüsünde iç giysilikler | 10-24 | 10-22 | ❤ | |
| LL | şoset çoraplar | 1.5-5 | 2-26 | <2 |
| dış giysilikler | 30-33 | 4-20 | <0.8 |
RL: Single – Jarsey, RR: Rib, LL: Haroşe
RL yuvarlak örme mak. İçin

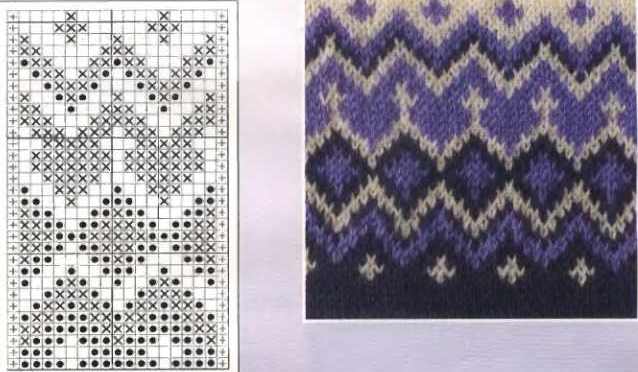
Örme kumaş üretiminde çeşitli tertibatlarla, örme tekniğiyle, renkli veya tek renk olarak kumaş yüzeyinin görünüşünü değiştirmek amacıyla farklı efektler ve motifler oluşturulmasına desenlendirme adı verilir.
Yuvarlak örme makinelerinde özellikle jakar tertibatı ile ve elektroniğin adaptasyonuyla sınırsız desenlendirme olanakları elde edilmiştir. Yuvarlak örme makinelerinde desenlendirmenin yapılabilmesi için makinenin bazı fonksiyonlarına istenilen şekilde kumanda edilmesi gerekiyor.
Bu makine fonksiyonları şunlardır:
a) Örme iğnelerinin hareketleri,
b) İpliklerin hareketleri,
c) Doku çekim tertibatının hareketleri.
Yuvarlak örme makinelerinde desenlendirme yöntemleri, piyasada
kumanda tertibatlarına, deseni oluşturan makine fonksiyonuna göre veya özel isimlerle tanımlanmaktadır. Buna göre bu bölümde yuvarlak örme makinelerinde desenlendirme aşağıdaki başlıklarda incelenmiştir.
– İğne ve kilit (çelik-kafa) dizimleriyle desenlendirme,
– İki veya ikiden fazla farklı iplikle yapılan desenlendirme,
a) Pelüş desenlendirme,
a) Vanize desenlendirme,
– Enine çizgili desenlendirme, ringel tekniği,
– Jakar donatımları ile desenlendirme,
– Aktarmalı (transfer) desenlendirme.
İğne ve Kilit Dizimleriyle Yapılan Desenlendirme:
Yuvarlak örme makinelerinde iğne düzenlemeleri ve iğnelere kumanda eden kilit tertibatında yapılan düzenlemelerle gerçekleştirilen sınırlı şekilde desenlendirmeye olanak tanıyan desenlendirme tekniğidir.
İğne ve kilit düzenlemeleriyle iğnelerin ilmek, askı ve atlama hareketlerini belli bir düzen içinde yapmaları sağlanarak desenlendirme gerçekleştirilir. Genellikle tek renkli çalışmalarda uygulanmakla birlikte çok renkli çalışmalarda yapılabilir.
Yuvarlak örmede kilit düzenlemeleri;
Yuvarlak örmede kilitler dört tip olabilir. Bu kilit tipleri şunlardır;
– Basit kilit, (yalnız ilmek yapar),
– İlmek ve atlama yapan kilit,
– İlmek ve askı yapan kilit,
– Atlama, askı ve ilmek yapan üç yollu kilit.
Yuvarlak örmede iğne düzenlemeleri;
Yuvarlak örme makinelerinde iğne ve kilit düzenlemeleriyle yapılan
desenlendirmede iğnelerin özellikleri de kilit özelliklerine uygun olmalıdır.
İğnelerde ilmek, askı ve atlama yapılmasını sağlayan özellikler şunlardır.
a) İğne boyları farklı olabilir,
b) İğne ayak boyları farklı olabilir,
c) İğne ayak sayıları farklı olabilir.
Bu teknik ile yapılan desenlendirmeye örnek olarak, tek ve çift plakalı yuvarlak ilmek askı kombinasyonu ile yapılan tek toplama lakost örgü verilebilir. Bu örgü ile kumaş yüzeyinde bal peteğine benzer efekt elde edilir.
İki Veya İkiden Fazla Farklı İplikle Yapılan Desenlendirme:
Yuvarlak örme makinelerinde elyaf cinsi, renk, büküm, kalınlık v.b gibi özellikleri farklı olan iki veya daha fazla sayıda ipliğin aynı anda birlikte örülmesiyle yapılan desenlendirme yöntemidir. Yuvarlak örme makinelerinde en az iki iplik ile yapılan desenlendirme teknikleri aşağıdaki başlıklarda incelenmiştir.
a) Pelüş desenlendirme,
b) Vanize desenlendirme.
Pelüş Desenlendirme:
Tek plakalı (RL) ve çift plakalı (RR) yuvarlak örme makinelerinde uygulanabilen bir desenlendirme tekniğidir.
Yuvarlak örmede uygulanan pelüş örgü zemin örgünün bir veya her iki yüzünde oluşan ilmek halkaları (pelüş askısı) ile karakterize olur. Yani pelüş örgünün oluşması için ilave bir iplik kullanılması şarttır. Bu ilave ipliğe pelüş ipliği adı verilir. Pelüş ipliği ile oluşturulan ilmek halkaları bütün yüzeyi kaplayacak şekilde veya örgü üzerinde kısım kısım da uygulanabilmektedir. Jakarlı pelüş kumaşlar ile yüksek hav dayanıklılığı ve elestikiyet sağlanabilmektedir.
Pelüş örgüsünün oluşumu;
Pelüş ipliği kancalı iğneye, zemin ipliğinin biraz üstünde bir mesafede verilir. Kancalı iğnelerin aşağıya doğru hareketi ve özel tutma düşürme platinlerinin (pelüş platini) öne doğru hareketi ile platinin boğazı içinde ilmek oluşturulur. Hav ilmeklerinin uzunluğu (pelüş ilmeği) platinin boyutları ile ilgilidir.
Çift plakalı RR makinelerinde pelüş örgü ayaklı pelüş çivileri tarafından oluşturulur. Bu çiviler kapak iğneleri yerine, kapak kasnağına yerleştirilir.
Özel bir iplik klavuzu, pelüş ipliğini pelüş iğneleri üzerine, zemin ipliğini de pelüş iğneleri altına koyarak silindir iğnelerinin ilmek oluşturmasıyla tekrar iki RL örgü yapmasını sağlar. Pelüş ipliğinden oluşan pelüş örgüsünün platin ilmekleri pelüş ilmeklerini teşkil eder ve ilmek oluşumundan sonra pelüş çivilerinin geri çekilmesiyle serbest kalırlar.
Örtmeli Desenlendirme, Vanize Desenlendirme (Plattier):
Özellikleri birbirinden farklı iki iplikten (renk, büküm, kalınlık, elyaf cinsi) birisi kumaşın ön yüzünde, diğeri ise ters yüzeyinde görülecek şekilde iğnelere beslenerek örülmeleri ile vanize yani örtmeli desenlendirme yapılır.
Vanize desenlendirmede iplikler belirli gerilim altında, iğnelere özel mekiklerle belirli aralıkta, ayrı ayrı gönderilirler. Fiyonk platinleri de buna uygun olarak arka arkaya iki ağızlı yapılmışlardır. Bu şekilde her iki iplik de aynı iğne üzerinde aynı anda fiyonk haline gelir.
İplikleri desene göre döndürmek, böylece örtme işlemiyle değişik motifler yapmak için ipliği döndüren özel platinler kullanılabildiği gibi özel iplik kılavuzları ile de dönüşüm sağlanabilir.
Vanize örgü de renkli efektler elde edilmesi farklı iplikler ve desen tertibatı ile uygulanır. Burada kancalı iğneler ve örtme ipliği kılavuzları koordine edilmiştir. Bu kılavuzlar iğnelerle birlikte hareket ederler ve her biri kendi renkli ipliğini kancalı iğneye verecek şekilde jakar tertibatı ile kumanda edilirler.
Enine Çizgili Desenlendirme, Ringel Tekniği:
Yuvarlak örme makinelerinde özellikle süprem örme kumaşlarda renkli iplikler ve mekanik tekniklerle veya elektronik programlama yöntemleriyle enine çizgili desen oluşturma tekniğine piyasada ringel tekniği ad verilmektedir. Ringel tekniği düz
yüzeyli yuvarlak örme kumaşlarda uygulanan ve değişik renkteki ya da değişik cinsteki ipliklerin desene uygun olarak yatay sırada bir veya birkaç sıra arayla değiştiği enine çizgiler desenler elde etme yöntemidir.
Renkli, enine çizgili örme kumaşların üretimlerinde her bir örme sisteminde, beş renge kadar iplik taşıyabilen ringel aparatı kullanılır.
İplik kılavuzlarının değişimi bir kumanda tertibatı tarafından desene göre açılıp kapatılarak yapılır.
Ringel aparatı, bir sistem içinde makine çalışır durumda iken iplik değiştirebilmektedir. Böylece makinedeki hareket düzenine göre bir çok renkli ilmek sıraları oluşur. İplik kılavuzları bir delikli bant veya benzeri bir tertibat ile mekanik veya elektrikli aktarma sistemi üzerinden devreye sokulur veya devreden çıkarılırlar.
İplik kullanım öncesi tutulmak ve kullanım sonrası kesilmek zorunda olduğu için, burada birde tutma ve kesme tertibatı gerekmektedir. Nispeten ucuza imal edilen bir desenlendirmedir. Desen boyutu isteğe bağlıdır.
Enine renk, cizgi veya bantların yapımı için bir halkalama donanımıda kullanılır. Bu isteğe göre negatif değişimde iplik kılavuzları, keserek kopartma ve yapıştırarak ekleme kısımlarından meydana gelmiştir.
Jakar Donatımları ile Desenlendirme :
Yuvarlak örme makinelerinde en geniş desenlendirme olanağına sahip Desenlendirme donanımı jakar tertibatıdır. Jakar tertibatları ile hem iğneler tek tek kumanda edilir, hem de renkli iplikler sıralı olarak istenen şekilde seçilebilir.
Jakarlı makinelerde kapak iğneleri mutlaka uzun ve kısa iğneler olarak düzenli bir şekilde ayarlanır. Genellikle uzun-kısa olarak 1:1 düzen bulunur. Silindirde ise jakara göre
istenen iğne seçilir. Bu iğnelerin hepsi birden çalışır kabul edilir.
Jakarlı örmelerde, her sistem için desene bağlı olarak tek tek iğne seçimi söz konusudur. Bunun için gerekli olan desen tertibatları belli bir takım iğneleri mekanık veya elektronik olarak yakalama veya örme pozisyonuna getirilebilecek durumda olması gerekmektedir. Bu görev;
– Desen platinleri,
– Desen çarkları (Diskleri veya dişlileri),
– Çivili desen tamburları,
– Programlanabilir desen dişlileri,
– Kumanda manyetikleri tarafından yerine getirilmektedir.
Bütün desen tertibatları silindir iğnelerine kumanda ederler. Kapak iğneleri ile de kumaşın arka yüzü meydana getirilir.
Yukarıda sıralanan jakar tertibatları ile iğnelere üç şekilde kumanda edilmektedir.
– Direkt iğnelerin seçimi ,
– İndirekt olarak iğnlerin seçimi,
– Elektronik olarak iğnelerin seçimi,
Delikli Desenlendirme, ( Ajur, Aktarma) :
Yan yana veya karşılıklı iğnelerin birbirleri üzerindeki ilmeklerin yarım, tam, dağıtma ve benzeri ilmek şeklinde aktarılması ile yapılır. Delikli, gözenekli düzenli desenler elde edilir. Yuvarlak örme makinelerinde aktarmalı desenlendirme iki şekilde yapılır.
a) Bir iğne üzerindeki ilmeğin yanındaki iğneye aktarılması,
b) Bir iğne üzerindeki ilmeğin karşısındaki iğneye aktarılması.
Yandaki İğneye İlmek Aktarma:
Her iki iğnede bir ilmek bacağı, bir iğne aktarma teşkilatı yardımıyla komşu iğneye aktarılır. Birinci iğne üzerinde kalan diğer bacak, kullanılan bire-bir baskı çark yardımıyla düşürülür. Böylece birinci iğnedeki ilmek tamamen yandaki iğneye aktarılmış olur.
Karşıdaki İğneye İlmek Aktarma:
Aktarma tertibatı olarak, silindir iğnelerindeki ilmekleri, kapak iğnelerine aktaran desen tertibatları ve özel aktarma iğneleri kullanılmaktadır. Yuvarlak örme makinelerinde iğneler sürekli kavrama halinde olduğu için düz örme makinelerinde ki gibi iğne kanallarına yana doğru kayma hareketini yapması imkansızdır.
Hem silindir, hem de kapak yatağında bulunabilen aktarma iğneleri ile kapak iğnesi ilmekleri silindir iğnelerinin üzerindeki ilmeklerin kapak iğneleri üzerine aktarılabilmektedir.
Delikli görünüm desene göre gerçekleşebilmesi için silindir ilmekleri jakar desen tertibatı ile seçilerek aktarılır.
dil: türkçe
dil: türkçe
dil: türkçe
dil: türkçe
dil: türkçe
Fantezi iplik numaralarının hesaplanmasında göz önünde bulundurulacak en önemli nokta büküm aşamasında iplik boylarında meydana gelen kısalmalardır. Bu kısalma oranları, büküme katılan her bir iplik için farklı olabilir. Bu sebeple katlı iplik numaralandırmaları ile fantezi iplik numaralandırmaları birbirinden ayrılır.Fantezi ipliklerde kısalma oranının dikkatli hesaplanması gerekir.
Örnek
Nm 30 numarada ve %2’lik kısalma oranına sahip bir iplikle, Nm 20 numarada ve %10’luk kısalma oranına sahip iki iplik birbiri üzerine katlanarak fantezi iplik elde edilecektir. Fantezi iplik numarasını hesaplayınız.(Verilen kısalma oranları büküm sırasında meydana gelen kısalma oranlarıdır.)
Çözüm :
Çözümü iki basamakta yapacak olursak:
1.adım :
1.iplik = Nm 30, %2 kısalacak
2.iplik = Nm 20, %10 kısalacak
Nmz = ?
Nm 30 = 30 m → 1g ⇒ 30 x 2 = 0,6 m bükümde meydana gelen kısalma
100
30 – 0,6 = 29,4 m bükümden sonraki uzunluk ( ağırlık değişmez )
Nm 20 = 20 m → 1g ⇒20 x 10 = 2 m büküm esnasındaki kısalma
100
20 – 2 = 18 m bükümden sonraki uzunluk
2.adım
18 m 1 g
29,4 m X
X = 29,4 x 1 =1,63 g
18
Uzunluklar eşitlenir ve toplam ağırlıklar bulunur
Toplam ağırlık =1+ 1,63 = 2,63 g
Uzunluk = 29,4 g
Nmz = uzunluk / ağırlık = L / G
= 29,4 m / 2,63 g ⇒ Nmz 11,2
Sonuçta elde edilen fantezi iplik numarası Nm 11,2 ‘dir.
İplik boylarında meydana gelen kısalma oranları formülüze edilirse:
C = F – L x 100 veya;
F
F = ____L_____
1- C
100
C : Bükümden dolayı meydana gelen kısalma yüzdesi
F : Bükülen ipliğin büküm öncesi uzunluğu
L : Bükümden sonraki uzunluk
BÜKÜM HESAPLARI
Büküm, ipliğin kendi ekseni etrafında kıvrılması olarak tanımlanabilir. Veya, iplik üzerinde belli uzunluktaki helis helezon sayısına büküm denir.
Büküm / metre = T / m → Tur / metre
Büküm / inch = T / ”
Bükümü üç açıdan incelenebilir:
1-) İpliğin bükülme prensipleri
2-) İpliğin büküm sayısı ve büküm yönü
3-) Şema üzerinden büküm hesaplamaları
İpliğin Bükülme Prensipleri
İpliğe asıl büküm, iplik makinasında verilir.İplik büküm almadan önce ince fitildir.
Open-End iplik makinasında önce açma işlemi yapılır, sonra büküm gerçekleşir.
Fitilde büküm çok azdır, buna geçici büküm demir. Genel olarak;
Pamuk iplikçiğinde Köchling formülü,
T/ ” = α e √ Ne kullanılır.
Yün iplikçiliğinde ise
T / m= α m √ Nm’dir.
α e katsayısı için değerler çözgü-atkı ve trikotaj iplikleri için değişir. Bu değerler aşağıda verilmiştir.
Çözgü Atkı Trikotaj
Pamuk α e 4-5 3,2-3,8 – → Kısa stapel pamuklar
değerleri 3,8-4,5 3,0-3,5 2,5-3 → Orta stapel pamuklar
3,4-3,8 2,5-3 2,2-2 → Uzun stapel pamuklar
ŞEN-ER BOYA Laboratuarında pamuğun ve viskonun 60 ve 80 0C de boyanma işlemi oldukça yaygın şekilde uygulanan bir işlemdir.
Tarladan toplanmış , işlenmemiş pamuğun bileşimi takriben şu şekildedir;
Selüloz : %85,5
Yağlar, vakslar : %0,5
Pektatlar : %5,0
Anorganik tuzlar : %1,0
Nem : %8,0
Bu maddeler kısaca incelendiği taktirde :
A) SELÜLOZ : asıl boyanacak maddenin yapısını oluşturur. Selüloz( C6H10O5)n kapalı formülündedir. Saf selüloz beyaz bir maddedir. Açık formülü aşağıdaki gibidir;
I) Seloloza asit etkisi : Selüloz , organik asitlere dayanıklıdır. Yalnız derişik sülfirik asit ( H2SO4) hidroklorikasit ( HCI ) , ve nitrik asit (HNO3) te çözünür. Yani pamukta boyama işlemi sırasında pH ın düşürülmesi isteniyorsa bu işlem zayıf bir asit olan asetik asit (CH3COOH) ya da formik asit ( HCOOH) ile yapılmalıdır. Kuvvetli asitler pamuklu kumaşların boyanması işleminde kullanılmazlar.
II) Selüloza alkali etkisi : soda ( Na2CO3) gibi zayıf ve kostik ( NaOH ) gibi kuvvetli alkalilerle işlem yapıldığında , sonradan nötralize etmek koşulu ile bir problemle karşılaşılmaz. Bu maddeler işlem sırasında nötralize edilmezlerse oksiselüloza sebep olup pamuğun yapısının bozulmasına yol açarlar.
Eğer kostik çözeltisi % 13 konsantrasyona ulaşırsa , merserize işlemi başlar. % 19 konsantarsyonda merserizasyon sağlanmıştır. Nötrleme yapılsada bu yeni düzen korunur. Bu işlemle pamuğun amorf bölgeleri kostikle doldurulmuştur. Bu artık yeni bir yapıdır. Merserize işlemine uğratılan pamuk boyayı normale göre % 25 civarında daha koyu gösterir.
III ) Selüloza Isı Etkisi : Kuru pamuk 150 0C civarına kadar ısıtılabilir. Yaş pamukta bu sıcaklık biraz daha arttırılabilir. Isıtma süresi uzatılırsa pamukta kahverengileşme gözlenmesi olasıdır.
IV ) Selüloza Su Etkisi : Su pamuğun şişmesine yol açar. Şişme oluşumu pamuğun doğal bükümünü bozar. Fakat bu yapı kuruma sonrası yeniden oluşur. Pamuğun nemi %9 un altında ise pamukta küflenme gözlenmez. %9 un üzerindeki nem değerlerinde mikroorganizmaların çoğalma hızı yüksek olduğundan küflenme yüksektir. Bu nedenle bu nem miktarının aşılmamasına dikkat edilmelidir.
B ) YAĞLAR VE VAKSLAR :
I ) Yağlar : Genel olarak gliserid diyebileceğimiz oleik, palmitik, stearik asitlerin gliserinle oluşturduğu triesterlerdir. Erime noktaları oldukça düşüktür. Sulu kostikle kaynatılarak kolayca hidroliz olurlar. Bu boyaya hazırlama işleminin de bir parçasını oluşturur.
II ) Vakslar : 28, 30 ve 32 karbonlu monohidroksilli alkollerin yağ asitleri ile oluşturdukları oldukça yüksek erime noktalı, sert bileşiklerdir. Kolay kolay hidroliz olmazlar. Ancak uzun zaman kostik çözeltisi ile kaynatılmakla hidroliz edilebilirler.
C ) PEKTATLAR : Doğal pamuk pektik asit türevlerini içerir. Pektik asit ya kalsiyum ve magnezyum tuzu ya da serbest asit veya metil esteri şeklinde bulunur. Pektik asit metil esteri suda çözünür, serbest asit ile kalsiyum ve magnezyum tuzları suda çözünmezler. Fakat kostik ya da sodayla suda çözünebilen ürünlere parçalanırlar.
D) ANORGANİK TUZLAR : Anorganik tuzların pamuk içerisindeki bileşimleri pamuğun cinsi ve toprağın bileşimine bağlıdır. Bunlar kasar banyosu ile çözünüp banyoyla birlikte atılırlar. Pamuğun yakılması ile geriye %1-2 kül kalır. Bunun analizi ise aşağıdaki yüzdeleri verir :
Potasyom karbonat : %44.8
Potasyum klorür : %9.9
Potasyum sülfat : %9.3
Kalsiyum sülfat : % 9.3
Kalsiyum karbonat : %10.6
Magnezyum sülfat : %8.4
Demir-3-oksit : %3.0
Alüminyum oksit : %5.0
B) VİSKON
Viskonun molekül yapısı selüloz-OH şeklindedir. Pamuktaki safsızlıkları içermez. Viskon, odun selülozu ve pamuk linsterlerinden yola çıkarak, çeşitli kimyasal işlemlerle elde edilir. Elde edilmesinin son aşamasında karbon sülfür ( CS2 ) kullanılır.bunun boyamaya zararı vardır. Uzaklaştırılması gerekir.
I) Viskona Asit Etkisi : Organik asitlere dayanıklıdır. Pamukta olduğu gibi anorganik asitlerle muamele edilmemelidir.
II) Viskona Alkali Etkisi : Alkalilere pamuk kadar dayanıklı değildir. Onun için kasar işleminde pamukta olduğu gibi kostik değil soda kullanılır.
III) Viskona Isı Etkisi : Uzun süre yüksek sıcaklıkta kalırsa depolimerleşme oluşur. Bu da kumaşın mukavemetini azaltır.
IV) Viskona Su Etkisi : Viskonda yaş haldeki sağlamlık oldukça düşüktür. Su molekülleri amorf bölgelere girerek elyafın genişlemesine ve şişmesine neden olurlar. Selülozun hidroksil grupları ile hidrojen köprüsü oluşturmak suretiyle elyafa bağlanırlar.
BOYA NEDİR, LABORATUARDA KULLANILMIŞ OLAN TEMEL BOYALARIN YAPILARI
a) Reaktif Boyalar :
Bu boyalar elyafla kovalent bağ yaparlar.Boyama koşullarında
selülozla oluşturulan bu kovalent bağ boyamanın yaş haslık değerlerinin çok yüksek olmasını sağlar. Bu boyaların renk gamları tamdır ve renkler çok parlaktır. Oysa belli bir süre öncesine selülozik elyaf için bilinen boyar maddelerle – bazik ve azoik boyar maddeler hariç – parlak renkler elde etmek mümkün değildi.azoik boyar maddelerin renk gamı sınırlı, bazik boyar maddelerin de haslıkları çok düşüktür.
İlk yapılan reaktif boyar maddede diklorotriazinil reaktif grubu varken bu reaktif grupların sayısı giderek arttı. Bütün reaktif boyar maddelerde ortak özellik hepsinin kromoforu taşıyan renkli bir grup yanında, bir reaktif, bir de moleküle çözünürlük sağlayan grup içermesidir. Kromoforu taşıyan moleküller çoğunlukla azo , antrakinon ve ftalosiyanin türevleridir. Boyama tekniği bakımından reaktif grup sorumludur. Çünkü boyar maddenin reaksiyon yeteneğini bu grup tayin eder. Bu boyaların tümü kalevi ortamda selülozun nükleofilik karakterinin artmasından dolayı, kalevi ortamda kullanılırlar.
Kimyasal Konstitüsyonlarına Göre Başlıca Reaktif Gruplar
I ) Monochlorotriazinil Grup İçerenler : Kalevi ortamda soğukta bile selüloz molekülü ile reaksiyon vererek ester bağı oluşturur. Adsorpsiyon hızları yüksektir.
Aynı reaksiyon kalevi ortamda selüloz molekülü yerine su molekülü ile de meydana gelebilir. Yani boyar maddeler kalevi ortamda hidroliz olurlar. Soğukta hidroliz reaksiyon hızı , selüloz ile reaksiyon hızından çok daha yavaş olduğu için boyar maddelerin büyük kısmı elyafa bağlanırlar. Geri kalan kısmı hidroksi türevlerini oluştururlar. Hidroksi türevleri selüloz ile reaksiyon vermemekle birlikte sübstantif karakterde olduklarından , elyaf tarafından çekilir. Fakat elyafa kovalent bağla bağlanmadıklarından yıkama ve sürtünme haslıkları çok düşük bir boyama verirler. Bu nedenle sabun ve yıkamalarda bunların uzaklaştırılmaları gerekir. Bu boyar maddelerin çekim ve fiksaj hızları yüksektir.
İİ) Vinil Sülfon İçerenler
Bu boyar maddeler selüloz ile eter bağı oluştururlar. Bunların adsorpsiyon hızları daha düşüktür. Dolayısı ile daha düzgün boyama elde edilir.
Bu boyar maddelerle boyama sırasında alkali ortamda vinil sülfonil grubu oluşur. Bu grup hidroksil grupları ile katılma reaksiyonu verir :
BM – SO2 –CH2-CH2OSO3Na + NaOH BM-SO2-CH=CH2 +Na2SO4 + H20
BM – SO2 –CH2-CH2OSO3Na + Na2CO3 BM-SO2-CH=CH2 +Na2SO4 + NaHCO3
BM – SO2 –CH=CH2 + Sell – OH BM-SO2-CH2 – CH2 – OSell
Dikkat edilirse vinil sülfonil grubu oluştuğunda Na2CO3 kullanılırsa NaHCO3 oluşur. Yüksek sıcaklıklarda bu asidik etki gösterip sodadan gelen pH ı düşürür. Bu da fikse oranını düşürür. ( bkz. laboratuarda kullanılan temel maddeler ; soda )
Bu boyaların fikse olmamış moleküllerinin substantivitesi çok düşüktür. Bu nedenle boyama sonrası yıkanarak alınması çok kolaydır. Bunların oluşturdukları kimyasal bağ da çok dayanıklıdır. O yüzden zamana bağlı dayanıklılıkları çok yüksek düzeydedir.
Aşağıdaki isimleri yazılı olan boyalar ŞEN-ER laboratuarında kullanılan ve bu grupları içeren boyalardır;
CHEMAZOL YELLOW 4GL
CHEMAZOL TURQUISE BLUE G
CHEMAZOL ORANGE 3R
CHEMAZOL BRILLANT BLUE R SPECIAL
CHEMAZOL BLACK B
III) Bifunctionel Boyar Maddeler :
Genel olarak bakıldığında bu boyar maddeler iki farklı reaktivitedeki reaktif grubu içerdiğinden optimum adsorpsiyon ve optimum boyama sıcaklığının genişlemesi olanağını sağlar.
Bu boyaların optimum boyama sıcaklığı 60 oC’dir. Alkaliye karşı duyarlılıkları az olduğundan tekrarlanabilirlilikleri gayet iyidir. Tuz oranına bağlı hassasiyetleri düşüktür.
Boyamada hidroliz olan boyaların yıkama ile atılmaları bu boyalarda hidroliz çok az oluştuğundan dolayı kolaydır.
Tüm haslıklar diğer gruplarla karşılaştırıldığında çok yüksektir.
Aşağıdaki liste staj döneminde laboratuarda kullanılan ve bu grubu içeren boyaları içermektedir :
CHEMACTIVE YELLOW 3RF
CHEMACTİVE RED 3BF
CHEMACTIVE RED 6BL
CHEMACTIVE RED GF
CHEMACTIVE ORANGE 2RL
CHEMACTIVE NAVY BLUE BNX
CHEMACTIVE NAVY BLUE CEBF
CHEMACTIVE BLACK HFGR
CHEMACTIVE DEEP BLACK N
C) DİREKT BOYALAR
Selülozu nötral ortamda , tuz yardımı ile kaynama sıcaklığında boyarlar. Substantiviteleri çok yüksektir.
Bu boyar maddeler, ekonomik oluşları, boyama işlemlerinin çok kolay oluşu ve de çok kısa sürede boyama işlemi yapılabilmesi nedeni ile halen önemlerini yitirmemişlerdir. Ayrıca kısa sürede boyama işlemi, elyafın yıpranmasını önleyici bir sonuç ortaya çıkardığından dolayı , bu durum da direkt boyalar için bir avantaj teşkil etmektedir.
Direkt boyaların elyaf üzerine bağlanmaları üç basamakta oluşur.
1) boyar maddenin elyaf zerine yaklaşması
2) boyar maddenin elyaf üzerine çekilmesi
3) boyar maddenin elyaf içerisine difüzlenmesi
Birinci basamak sonunda boyar maddelerin elyaf üzerine çekilebilmeleri için elyaf yakınında konsantrasyonlarının çok yüksek olması gerekir. Bu da boyar madde kümelerinin ( asosiyatların) oluşumu ile mümkündür. Boyar madde kümeleri Van der Walls kuvvetleri ile dipol kuvvetleri sayesinde birbirini çekerek kümeleşirler. Aynı kuvvetler elyafla boyar madde arasında da bağ oluşmasını sağlarlar. Boyamanın üçüncü basamağı boyar madde moleküllerinin elyafın mikroskopla görülemeyecek kadar küçük amorf bölgelerine difüzlenmesinden ibarettir. Sıcaklığın yükselmesi ile assosiyatlar parçalanır ve monomerler halinde amorf bölgelere doğru difüzyon başlar. Boyama bittiğinde elyaf üzerine çekilen boyar madde miktarı ile banyodaki boyar madde arasında tersinir reaksiyon başlamıştır ve tersinir denge kurulmuştur. Bu dengeyi elyaf üzerine çekilen boyar madde lehine çevirmek dah afazla boyayı çektirebilmek demektir. Bu da tuzla sağlanır ( bkz. laboratuarda kullanılan kimyasallar )
Boyar madde ile elyaf arasında bağlar zayıf bağlar olan Van der Walls ve dipol bağlar olduğundan dolayı bu boyaların yıkama ve sürtme haslıkları düşüktür. Bu haslık değerlerini arttırabilmek için işletmelerde fiksatör denilen malzeme kullanılır. Bu malzeme elyafın yüzeyinde bir film tabakası oluşturarak , elyafa dış etken ( su veya mekanik bir sürtünme ) arasındaki boya transferini engeller. Boyanın yıkama ve sürtme haslığı fiksatörün dayanıklılığı ile ilgilidir. Bu malzemenin ekolojik şartlara uygun olabilmesi için formaldehit içermemesi gerekmektedir.
Laboratuarda kullanılan ve bu gruba dahil olan boya CHEMDIRECT BLACK 22’ dir.
BOYA İLE İLGİLİ GRAFİKLERİN OLUŞTURULMASI
Laboratuarda her boyanın değişik kimyasallara karşı duyarlılıkları ve ekonomik kullanım miktarları değişen şartlarda incelenmiş ve değişik grafikler elde edilnmiştir. Bu grafikler elde edilirken aşağıdaki şartlar sağlanmıştır.
Normal çektirme ile boyama metodunda;
• %3 lük boya
• 50 gr/lt Na2SO4 ( tuz)
• 20 gr/lt Na2CO3 ( soda)
1) çektirme ve fikse oranı :
Düz eğrinin ilk boğumu kumaşa tuzla çektirilebilen boya yüzdesini, ikinci boğumu da sodadan sonra çektirilebilen boya yüzdesini göstermektedir. Kesikli eğri ise fikse ettirilebilen boya yüzdesini göstermektedir. Bilindiği üzere boyama esnasında boyanın %60-90’ ı mala çektirilebilir. Geri kalan boya daha önce değinildiği gibi elyafa kovalent bağ ile bağlanmamış, yani hidroliz olmuş boyadır. Boyama sonrası yımalarda bu boya atılır. Bunlar pratikte ölü boya olarak adlandırılırlar.
Her iki eğrinin son uçları arasındaki fark atılacak ölü boya yüzdesini gösterir. Aradaki fark ne kadar az ise az yıkama, ne kadar çok ise o oranda çok yıkıma yapılacağı anlaşılır.
2) Sıcaklığa Hassaslığı
Burada çeşitli boyama sıcaklıklarında boyaların maksimum çektirilebilecek miktarları incelenmiştir. Bu değerler farklı karakterlerdeki boyalarda 50 0C ile 80 0C arasında değişirken yukarıda grafiği verilmiş olan CHEMAZOLYELLOW 4GL’ de bu değer 60 0C’dir.
3) Tuza Karşı Hassaslık
Burada ise gr/lt cinsinden değişen değerlerde tuzun çekim miktarları görülmektedir. Görüleceği üzere belli bir miktarın üstünde tuz kullanımının çekime olumlu yönde bir faydası yoktur. Esas olan bu optimum noktada işlem yapmaktır.
4) Banyo Oranının Etkisi :
Değişken burada farklı banyo oranları iken bundan çekim miktarının nasıl etkilendiği gözlenmiştir. Banyo oranı çekim ile ters orantılı şekilde değiştiği gözlenmektedir. Bundan da anlaşılacağı üzere laboratuarda çalışılan banyo oranı ile işletmede çalışılan banyo oranı birbirini tutmaz ise değişik sonuçlar ortaya çıkacak, renkler daha açık ya da daha koyu olacaktır. Bunun önüne geçilmesi için laboratuarda uygulanan banyo oranları işletmede aynen tekrar edilmelidir.
5) Alkaliye Karşı Hassasiyet
Değişen alkali miktarının çekime etkilerinin incelendiği bu durum oldukça önemlidir. Verilen alkali ilen sağlanan pH, çekimi sağlar. Bu pH’ın altındaki değerlerde tam çekim sağlanamaz. Elyaf ise bu durumda yıkamalar sırasında sürekli olarak boya bırakacaktır. Uygun alkali soda ve kullanım miktarı ise 20 gr/lt ’dir. Bu durumda sağlanabilecek olan pH 11.3’tür. Ancak verilen soda ile bu pH’ın sağlanması garanti edilemez. Kullanılan su, tuz, sodada olan NaHCO3 ( bikarbonat) pH’ı düşürür. Bu nedenle boyama işleminde pH çok hassas bir öneme sahiptir ve değişik parametrelerin iyi kontrol edilmesi ile belli sabit bir değerde tutulmalıdır
Ham bezin, terbiye işletmesine girmeden önce ham kontrolden geçmesi gerekir. Bu kontrol sırasında iplikten dokuma ve ebat çeşidinden dolayı meydana gelen hatalar tesbit edilir. Çeşitli nedenlerle olabilecek kumaşların sağlanması, kirlenmesi gibi dokuma sonrası olağan hataların kontrolü yapılan bölüm Ham Bez Kalite Kontrol Bölümüdür. Bu bölümde şu iş akışı vardır:
1) Ham Bez Kayıt Formunun Hazırlanması
Amaç: Ham bezde çalışılan kumaşların tip bazında kümülatif olarak birleştirilmesi
Metod:
• Kalite kontrolcülerden gelen “Ham Bez Kalite Kontrol Analiz Formundaki tipler Ham Bez Kayıt Formunun tip kadar ham bez adı, desen/varyant no/temiz, IA metresi hanelerindeki yerlere yazılır.
• Toplanarak toplam hanesine yazılır.
• O gün çalışılan tiplerden kaç metre çalışıldığı bulunur.
2) Fırça Makas (Açma)
Amaç: Dokumadan gelen kumaş roliklerinin uç uca birleştirilerek kontrole hazır hale gelmesini sağlamak.
3) Nakliye
Amaç: Kumaş arabalarının kontrol makinasına taşımak, taşıma arabalarının kontrol makinaları altında almak, boşaltmak ve her türlü bez taşıma, yerleştirme işlemi
4) Ham Bez Kalite Kontrol ve Cımbız
Amaç: Dokunmuş ham kumaşların kalite kontrolünü ve cımbızını yaparak kumaş üzerindeki hataları ilgili birimlere bildirmek, hatanın devam etmesini önlemek, ham bez kalitesini iyileştirmek.
Metod:
• Çalışmadan önce matina temizlenir
• Makinanın sayacı sıfırlanır
• Kontrol makinasının arkasına kumaş dolu araba veya kumaş roliği konur.
• Kumaşın doğru yüzü üste gelmek şartıyla çekici rolikten ışıklı panonun üstünden sayaçta ve rolikten geçer, kontrol makinasına göre sollamam, rolik veya dokuma sarmaya gelir.
• Dokuma sollanacak ise sollamanın altında boş araba bulundurulur.
• Kolik sonlanacaksa karton rolik alınır, kumaşın ucu karton roliğe bantla tutturulur ve iki roliğin arasına konur.
• Dokuma sonlanacaksa dokuma arabası dokuma sarma aparatının altına konur. Kumaş dokuma sarma raabası roliğe sarılır ve dokuma aparatı raliğin üstüne indirilir.
• Kontrol yaparken bezin kırışık gelmemesine dikkat edilir, gerekirse, nakliyeciye düzeltilir.
• Kontrol yşapılırken ham bezden gelen hatalar, “Ham Bez Kalite Kontrol Formu”na eksiklik ve doğru olarak işlenir. Hatalar “Dokuma Kumaş Hata Tanımları” talimatındaki dokunmuş kumaşlardaki hata tanımlarındaki tariflere göre tespit edilir. Kumaş ucundaki tanıtım etiketindeki bilgiler “Hambez Kalite Kontrol Formuna Yazılır (Tezgah, ham bez adı, v.s.)
• Arabalarda bulunan “Fırça Makat Çalışma Formu” kumaş sonunda gelen “Kumaş Tanıtım Etiketi” ile karşılaştırılır.
• Kumaş üzerinde gelen posta etiketlerine dikkat edilir. Hangi posta geldiyse “Ham Bez Kalite Kontrol Formuna” etiketin rengine göre etiketteki tarihi ve sayaçtaki metreyi yazar. A postası (yeşil), B postası (kırmızı), C postası (mavi) etikettedir.
• Kontrol sırasında kaliteci postalardan gleen hataları hata bölümlerine işler. İstenen hatalar toplanır. Postanın hata adedi hanesine yazılır.
• Kumaş kontrolü bitince cımbızda giderilemeyen hatalar toplanır.
• Sayaçtaki metre posta hanesine yazılır
• Hata durumuna göre temiz veya IA nonekine metreleri yazılır.
• 100 metrede 10 hata ve aşağısı= TEMİZ,
• 100 metrede 10 hatadan fazlası= IA olarak değerlendirilir
• Kumaş uçuna çıkmaz kalemle 10-15 cm içeriye TİP KODU, TİP ADI, TEZGAH, KALİTE, HATA NEDENİ,ENİ,ÇÖZGÜ, ATKI, FİRMA, TOP KESİM TARİHİ yazılır.
• Kumaş ucuna yazılan bilgiler izlenebilirliği sağlamak için çıkmaz kalemle yazılır.
• Kontrolör Ham Bez Kalite Kontrol Formunu bir nüsha tutar, Dokuma Müdürlüğüne gönderilir.
• Kontrolör, kumaş kontrol ederken cımbız da yapar. Cımbızı; cımbız makası ve tarak yardımıyla yapar. Kumaş üzerindeki alınabilecek hataları düzeltir. Büyük Neps, düğüm atkı yığılması, çözgü kaçığı split, yağlı uçuntu ve diğer hatalar temizlenir.
• 10 mt’den küçük hatalar ham bez parçaya aryırır.
• Kesilen kumaş hata numunelerinin üzerine
– Tip adı
– Tip kodu
– Desen-varyant
– Tezgah no
– Hata sesebi
“Kumaş Hata Bildirim Formu” eklenerek Müdürlüğe gönderilir.
5) Ham Bez Standart Dışı Formu Hazırlaması:
Amaç: Standart dışı olan IA kumaşların dökümastasyonunun yapılarak ilgili birimlere verilmesi
Metod: Kalite kontrolcülerden gelen “Ham Bez Kalite Kontrol Analiz Formunda IA olan tiplerin TİP KODU-HAMBEZ ADI-DESEN-VARYANT, TEZGAH NO, KONTROL METRE, HATALI METRE(1A) hata sebepleri “Ham Bez Kalite Kontrol Standart dışı firma kaydedilir.
Hatalı (1A) metreler toplanır. O gün çalışılan metreye oranlanarak toplam IA yüzdesi bulunur.
6) Ham Bezlerin Rulo Sarımı
Amaç: Kontrol ve cımbızdan çıkan ham bezlerin düzgün bir şekilde stok edilmesini sağlamaktır.
DOKUMA KUMAŞ HATALARI
Amaç: Kumaşlarda iplik, yardımcı madde işçilik, makine donatım, yada çalışma metodu yüzünden oluşan gözle görülün değerlendirilebilen ve kumaşın görünümünü bozam kusurları tanımlamak.
İPLİK HATALARI
• Atkı İplik Bandı: Atkı ipliğindeki numara büküm ve malzemeden ileri gelen ve kumaşın eni doğrultusunda bantlar şeklinde görülen hatalardır.
• Atkıda kalın-ince İplik: Kumaşta normalden kalın yada ince bir yada birkaç atkı ipliğidir.
• Gevşek lycra: İplikte lycra büküm almamış veya iplik içerisinde lycraların kopmasında meydana gelen kumaştaki ipliğin gevşek veya büzülmesi görünümüdür.
• Çözgüde kalın-ince iplik: Kumaşta normalden kalın yada ince bir veya birkaç çözgü ipliğidir.
• Lycra Kopuğu: İplik içerisindeki lycra kopmasından dolayı uçların kumaş yüzeyinde görülmesidir.
• Yabancı iplik: Kumaşta olması gerekenden farklı ipliğin bulunmasıdır (Renk-büküm-hammadde vb.)
• Nepo-Nope: Kumaş yüzeyinde görünüşü bozan lif kümeciklerinden oluşan hatalardır.
• Santuk-Balık: İpliğin büküm almamış kısımlarıdır (Bükümsüz kabarık kısımlar). Bir atkı ipliğinde görülen büküm almamış kısımlar balık, birkaç atkı ipliğinde görülen büküm almamış kısımlar santuk adını alır.
• Yabancı Elyaf: Yabancı elyaf parçacıklarının iplik içine karışmasıdır.
• Atkı Renk Bandı: Atkı ipliğindeki renk farkından ileri gelen ve kumaşın eni doğrultusunda bantlar şeklinde görülen hatadır.
• Ağaç Kabuğu: İplik oluşumu sırasında meydana gelem mekanik hatalardan kaynaklanan kumaş yüzeyinde atkı boyunca belli bölgelerde dalgalı bir görünüm oluşmasıdır.
• Çözgi Bandı: Çözgü ipliğindeki numara-büküm malzeme ve renk farkından ileri gelen ve kumaşın gözgü doğrultusunda bantlar şeklinde görülen hatadır.
DOKUMA HATALARI
• Aralık: Atkı ipliğinin ağızlığa normal olarak oturtulması nedeniyle kumaş eninde oluşan fazla atkı eksikliğidir.
• Parça İplik: Atkı ipliğinden başka ağızlık içinde kısa parça iplik bulunmasıdır (Kumaşın orta kısımlarında).
• Atkı Kaçığı: Kumaşta bir veya birkaç atkı telinin eksikliğinden oluşan hatadır.
• Yarım Atkı: Atkı ipliğinin ağızlık içinde kopmasından ötürü kumaş eninin bir kısmında eksik kalan atkı ipliğinden dolayı oluşan hatadır.
• Çift Atkı: Atkı ipliğinin ağızlık içinden çift geçmesi sonucu meydana gelen hatadır.
• Boncuklama: İplikteki fazla bükümden dolayı ipliğin kendi üzerinde kıvrılarak ufak ilmekler yapmasından doğan hatadır.
• Atkı Yığılması: Atkı ipliğinin normalden fazla sağılması ile iplik yığılması olarak görülen hatadır.
• Sık: Kumaşın muhtelif yerlerinin normalden daha sık olmasından kaynaklanan hatadır.
• Seyrek: Kumaşın muhtelif yerlerinin normalden daha seyrek olmasından kaynaklanan hatadır.
• Roper: Kumaş sağılımını temin eden roper sistemiyle kumaş sarımını temin eden regülatör sistemi arasındaki sentronizede olan aksaklık nedeniyle kumaş yüzeyinde görülen sık ve seyrek görünümdür.
• Desen Hatası: Atkısı çok renkli kumaşlarda desendekinden değişik renk yada sayıda atkı atılmasından oluşan hatadır.
• Ezilme-Delik: Dokuma veya taşıma sırasında kumaşta oluşan ezilme-delik ve yırtık yerleridir.
• Atlama-Dalma: Atkı ipliğinin normal örgüsüne bağlantı yapmadan bir veya birkaç çözgü ipliği üzerinden atlayarak meydana getirdiği hatalardır.
• Yağlı – Uçuntu: Kumaşın dokunması sırasında yağlı üstübü ve pamuk parçasının ağızlık arasına girmesinden doğan hatadır.
• Taha Hatası: Gücü tellerinin veya tarak dişlerinin bazılarından geçirilmeyen ya da yanlış geçirilen bir veya birkaç çözgü telinin meydana getirdiği hatadır.
• Tarak İzi: Tarak dişi aralıklarının eşitsizliği veya dişlerin deformasyonundan dolayı oluşan hatadır.
• Gergin Gevşek: Kumaşta normalden gergin veya gevşek çözgü ipliklerinin oluşturduğu hatadır.
• Çözgü Ucu: Dokunan kumaşta çözgü koptuğu zaman boşta kalan çözgü ipliklerinin ağızlık içine girmesinden doğan hatadır.
• Uzun İplik: Kopan çözgü ipliklerinin kumaş yüzeyinde boşta kalan uçlarıdır.
• Çözgü Kaçığı: Herhangi bir sebeple bir yada daha fazla çözgü ipliği eksikliğinin oluşturduğu hatadır.
• Kafen: Bağlantı yapmamış çözgü ve atkı ipliklerinin meydana getirdiği hatadır.
• Yağ-Pas-Kir: Dokunma sırasında kumaş üzernine bulaşan yağ-pas-kir lekeleridir.
• Pamuklama: Yeterince haşıllanmamış çözgü ipliklerinde tarak-lanel-gücü sürtünmesinden ileri gelen hatadır.
• Cımbar İzi: Dokuma tezgah çımbarlarının ayarsız ve arızalı olmasından dolayı kumaş kenarlarında meydana gelen izlerdir.
• Armür Hatası: Armür sistemindeki arızadan dolayı bir kısım çözgü ipliklerinin kumaş yüzeyinde serbest kalmasından oluşan hatadır.
• Sürtme: Kumaşın tezgahta herhangi bir yere sürtünmesi sonucu yüzeyinde serbest kalmasından oluşan hatadır.
• Bozuk Kenar: Kumaş kenarlarında çeşitli sebeplerle meydana gelen kopuk-yoluk-deli-gergin-gevşek veya kıvrık kenarlardır.
• Çözgüde çift iplik: İki çözgü ipliğinin gücü tellerinden yan yana geçmesinden doğan hatadır.
• Cımbar Deliği: Cımbar iğnelerinin atkı-çözgü veya her iki yönde kumaşta küçük delikler açmasıdır.
• Split: Kesilen küçük kenar ipliklerinin atkıyla taşınıp örgünün içine girmesiyle oluşan hatadır.
Genel Hatalar
• Yağlı-Kirli Atkı Çözgü: Çözgü ipliğinde damlama ve sürtünme neticesinde sürekli veya kesikli yağ-kir lekeleriyle kirli-yağlı atkı ipliğinin kumaşta oluşturdukları hatalardır.
• Düğüm: Kopmadan dolayı bağlanan ipliklerin düğüm ucunda fazla iplik bırakmasıyla oluşan hatalardır.
En Çok Görülen Hatalar
• İpliği Boyalılar: Atkı renk bandın sık/seyrek Boya Abrajı.
• Elyafı Boyalılar: Lycra kopukları – sık/seyrek-cımbar sürtünmesi.
• Kadiflerde: Uçuntu-sık/seyrek – sürtünme cımbar.
• Ham Tiplerde: İplikten gelen uçuntu – Yağ lekesi – jelleşme hatası – parça iplik – Boncuklama.
Yün diğer liflerin hiçbirinde aynı ölçüde bulunmayan incelik, uzunluk, elastikiyet ve kıvrım gibi özellikleri yanında ,ısıyı iyi tutma , fazla rutubet alma, az ıslanırlık ve keçeleşme yeteneği gibi üstün giyim fizyolojisi gösteren ve vücut-çevre ilişkilerini en iyi şekilde ayarlayan değerli bir dokuma maddesidir.
Yünün bu üstün özellikleri, onun karmaşık kimyasal yapısı ve birleşik biyolojik yapı sistemi göstermesinden kaynaklanır. Keratin proteinlerinin temsilcisi olan yün , yirminin üzerinde amino asidin çeşitli şekil ve biçimlerde kombine olmasıyla meydana gelir. Son zamanlarda yapılan araştırmalar göstermiştir ki ,yün yalnız Keratin denen boynuzsu maddelerden oluşmamakta, aynı zamanda bünyesinde %20 dolaylarında Keratin olmayan maddelerle diğer büyük küçük maddeleri de içermektedir.
YÜN LİFLERİNİN HİSTOLOJİK YAPISI ve ÖZELLİKLERİ
Gelişmesini tamamlamış bir yün lifin enine kesiti mikroskop altında incelenecek olursa, bunun üç tabakadan meydana geldiği görülür. Bu tabakalar dıştan içe doğru kütikula, korteks ve medulladır. Her tabaka kimyasal ve histolojik yapı bakımından birbirinden farklıdır.
Kütikula, lifin çevresini kaplayan pulcuk şeklindeki örtü hücrelerinden meydana gelen ince bir zardır. Kütikulayı oluşturan pulcuklar veya örtü hücreleri çeşitli liflerde, hatta bir tek lif üzerinde bile farklı şekil ve boyutlara sahip olabilir
Korteks tabakası yün liflerinin asıl maddesini teşkil eder. Merinos yünü gibi ,ince liflerin içi tamamen bu tabaka ile doludur. Lifler tüm fiziksel ve kimyasal özelliklerini bu tabakadan alırlar. Bu tabakanın ilk bakışta iğ şeklinde uzunca, az veya çok bükülmüş ve boynuzlaşmış hücreler içerdiği görülür. Bu hücrelerin yapı taşları amino asitlerdir. Amino asitler, poli peptit halkalar halinde birleşerek makro molekülleri oluştururlar. Aslında bunlar birleşirken önce protofibriller ve bunlardan da mikrofibriller meydana gelir. En son da mikro fibriller birleşerek makro fibrilleri oluştururlar.
Medulla ise kaba liflerin orta kısımlarını dolduran kısımdır. Medulla içeren liflere daha çok yerli koyunlarımız gibi pirimitif koyunların yapağılarında(yünün üzerinde bulunan yün yağı, ter maddeleri ve deri döküntüleri) rastlanır. Bu tür lifler kaba ve kalın oldukları gibi, Medulla korteks tabakasının büyük kısmını işgal ettiğinden böyle lifler iyi boya tutmazlar.
YÜNÜN YAPISINI OLUŞTURAN PROTEİN ve ÖZELLİKLERİ
Bütün hayvansal lifler keratin denen polipeptit zincirini oluşturmak üzere polimerize olmuş amino asitlerden meydana gelmişlerdir. Bunların bileşimlerinde karbon, hidrojen, oksijen ve azottan başka kükürt de bulunur ki, bunlardan ilk dördü bütün diğer amino asitlerinde de vardır. Ancak kükürde yalnız yünün ve diğer keratin içeren hayvansal maddelerin bileşimlerinde bulunan sistin ve methionin gibi amino asitlerde rastlanır.
Yünün bileşiminde bulunan bu elementlerin miktarları çeşitli araştırıcılar tarafından az çok farklı oranlarda, tesbit edilmiştir.
Yünün Bileşiminde Bulunan Başlıca Etmenler %
| ELEMENTLER | Von Bergen’e göre | Gaeard’a göre | Simmonsd’a göre |
| Karbon | 50 | 50 | 29,4+0,2 |
| Oksijen | 22-25 | 22 | 23,5+0,2 |
| Azot | 16-17 | 17,5 | 16,4+0,3 |
| Hidrojen | 7 | 7 | 6,8+0,1 |
| Kükürt | 3-4 | 3,5 | 3,7+0,1 |
Keratinin temel taşı olan polipeptit makro molekülleri lifin içerisinde gelişi güzel bulunmazlar, belirli bir düzene sahiptirler. Yapılan araştırmalara göre polipeptit zincirleri düz bir yapıya sahip değillerdir ,aksine bular bir yayda olduğu gibi sarmal(spiral) bir şekilde bulunurlar.
Yünün kimyasal yapısını teşkil eden proteinler, genel olarak büyük moleküller halinde bulunurlar. Fakat bunlar yün lifinin her tarafında aynı homojen yapıya sahip değildirler. Geiger’in araştırmalarına göre örtü hücrelerinin proteinlerindeki kükürt miktarı korteks tabakasının proteinlerinden daha fazlacadır.
Yün Lifi ve Örtü Hücrelerinin(Kutikula Tabakası) Bileşimlerinde Bulunan Değişik Oranlardaki Bazı Kimyasal Maddeler %
| ELEMENT | YÜN LİFİ | ÖRTÜ HÜCRELERİ |
| Kükürt | 3,5 | 4,83 |
| Sistin | 12,2 | 18,10 |
| Azot | 16,67 | 13,53 |
| Arginin | 8,60 | 4,30 |
| Tyrozine | 6,10 | 3,00 |
| Serine | 9,50 | 9,90 |
| Etil Grupları | – | 4,00 |
| Kül | 0,20 | 4,10 |
| Lipit Maddeler | – | 2,70 |
Kükürdün değişik oranlarda bulunması ve sistin bağının daha kuvvetli olması, örtü hücrelerinin alkalilere karşı daha dayanıklı olmasını sağlar. Bu nedenle sodyum sülfat korteks tabakasını daha çok etkiler. Ayrıca örtü hücreleri, enzimlerin parçalayıcı etkilerinden daha az zarar görürler.
Proteinler Hakkında Bilgi
Proteinler çeşitli amino asitlerin birleşmesinden oluşmuş ürünlerdir. İnsan, hayvan ve bitkilerin bünyelerinde bulunan çeşitli proteinler de amino asitlerin değişik
şekillerde sıralanması ve birbiriyle birleşmesi sonunda meydana gelirler
Proteinler bir bünyeye besin maddesi olarak girip çeşitli etkiler sonucu amino asitlere kadar parçalandıktan sonra bu amino asitler metabolizma sonucu bir takım bünyeye gerekli proteinlere çevrilirler. İşte insan ve hayvan yapısına has olan kıl ve yün lifleri bu şekilde meydana gelmiş olur.
Yün liflerinin bileşiminde çeşitli amino asitler bulunur. Bunların bir kısmı orantılı olarak aşağıdaki tabloda gösterilmektedir.
Çeşitli Yünlerin Bileşiminde Bulunan Aminoasitleri ve % Miktarları (100g kuru haldeki proteine göre)
|
Amino Asitler |
Yeni Zelanda İnce Yünleri | Avustralya İnce Yünleri | A.B.D. Orta Yünleri | A.B.D.
İnce Yünleri |
| Alanine | 3,80 | 3,71 | 3,85 | 3,73 |
| Arginine | 9,18 | 9,03 | 9,23 | 9,09 |
| Aspartic asit | 6,14 | 6,29 | 6,60 | 6,23 |
| Sistin | 11,3 | 11,0 | 70,9 | 10,8 |
| Glumatic asit | 13,5 | 12,8 | 13,2 | 12,6 |
| Glisin | 5,27 | 5,26 | 5,26 | 5,56 |
| Histidine | 0,94 | 1,02 | 0,96 | 1,00 |
| Hidroksilin | – | – | – | – |
| İsoleucine | 3,87 | 3,79 | 3,88 | 3,72 |
| Leucine | 7,55 | 7,64 | 7,68 | 7,74 |
| Lisin | 3,03 | 3,15 | 3,10 | 3,11 |
| Methionin | 0,52 | 0,55 | 0,56 | 0,54 |
| Pheynlalanine | 3,28 | 3,40 | 3,50 | 3,42 |
| Proline | 6,46 | 6,46 | 6,34 | 6,34 |
| Serine | 7,52 | 7,15 | 7,07 | 7,23 |
| Thereonine | 6,73 | 6,58 | 6,62 | 6,53 |
| Thrytophan | – | – | – | – |
| Tyrosine | 4,10 | 4,10 | 4,08 | 4,28 |
| Valine | 5,68 | 5,78 | 6,02 | 5,82 |
Amino asitlerin Özellikleri
Proteinlerin, yapılan uzun çalışmalar sonucunda amino asitlerin yanyana gelip birleşerek oluşturdukları polipeptitlerden meydana geldikleri anlaşılmıştır. Bunun sonucunda yün liflerinin asit ve alkali çözeltilerde uzunca süre kaynatılmaları sonucu amino asitlere parçalandıkları tesbit edilmiştir. Bu şekilde incelendiği zaman veya serbest halde bulunan amino asitlerin açık formülleri incelendiği zaman, her birinde bulunan karbon atomunun sahip olduğu 4 valansın ayrı karakterli birer grup tarafından bağlanmış olduğu görülür.Bunlar sırası ile H atomu, (-NH2) amin grubu,
(-COOH) karboksil grubu ve R kök gruplarından ibarettir.
Bu gruplar arasında amin grubu alkali reaksiyonu, karboksil grubu ise asit reaksiyonu gösterdiğinden amino asitler kimyaca amfoter karakterlidir.
Amino asitlerin karbon atomlarına bağlı olan 4. kök grubu (R) ise, her amino asitte başka başka bileşimdedir. Bu hal, amino asitlerin birbirinden ayırt edilmesini sağlar ki , bu grup bazı amino asitlerinde çok basit bir halde olmasına rağmen, ötekilerde komplike bir hal gösterir. Bu şekilde yünde bulunan amino asitlerde 20 çeşit kadar kök (R) grubunun bulunduğu tesbit edilmiştir. Amino asitleri adlandırmaları buna göre yapılmaktadır.
Yün Liflerinde Bulunan ve Özellik Gösteren başlıca Aminoasitler
Amino asitlerin karbon atomlarına bağlı bulunan kök grubunun her amino asitte farklı farklı yan gruplar meydana getirmeleri her birinin ayrı yapıya sahip olduğunu gösterir. Yünde bulunan amino asitlerin açık formüllerine bakıldığı zaman bunların her birinin; alifatik veya aromatik, hidrosiklik, asidik, heterosiklik karakter gösterdikleri veya bir kısmının da kükürt içerdiği görülür.
Alanin, valine, leucin, isoleucin ve phenylalaninede (R) gruplarının hidrokarbonlardan meydana gelmiş oldukları, bunların ilk dördünde molekül ağırlıklarının artmasıyla, beşincide ise, aromatik hidrokarbonun yer almasıyla meydana gelmiş oldukları görülür. Bu amino asitler protein zincirlerinde bu şekilde meydana getirdikleri yan kutupları aracılığıyla su,tuz, asit ve alkalilerle birleşecek durumda bulunurlar.
Bunlardan başka kök gruplarında hidroksil içeren serine, threonine ve tyrosine gibi amino asitler de vardır ki, bunlar tüm proteinlerde yaygın olarak bulunurlar. Yün yalnızca serine ve threonine amino asitleri bakımında daha zengindir.
Bunlardan sonra Helen aspartik ve glutamik amino asitlerinin kök gruplarında asit kökü bulunur. Protein zincirinde bu şekilde yer almış bulunan asit grupları serbest halde olup, alkalilerle kolaylıkla birleşebilirler.Yün içeriğinde aspartik ve glutamik asit oldukça fazla bulunur.
Arginin, lysine ve histidine amino asitlerinin kök grubunda baz kökü vardır. Bunlardan özellikle arginin yünde oldukça fazladır.lysine ve histidine ötekilerden daha azdır. Bu üç amino asit de bazik karakterde oldukları için protein zincirinin bazik karakterli yan gruplarının oluştururlar ve asitlerle veya moleküllerinde asit grubu içeren boyar maddelerle birleşebilirler.
Yukarda bulunan amino asitlerden başka yünün içeriğinde pyroline, methionine ve trytophane ayrıca sistin amino asitleri bulunur. Bunlar karakter bakımından başkalık gösteririler. Proline amino asidi bütün proteinlerde önemli miktarda bulunmakla ve proteinlerin yapılarına etki yapmakla önemli amino asitlerden sayılır.
Methionine ve trytophane amino asitlerine yünün içeriğinde rastlanmakla beraber, bunlar miktarca fazla olmadıklarından pek önemli sayılamazlar.
Sistin amino asiti ise, yünün kimyası için çok önemlidir. Saç,tırnak, boynuz gibi… hayvansal proteinli maddelerde fazla miktarda bulunur. Bilindiği gibi bu hayvansal proteinli maddelere keratin denir. Keratinin bünyesinde yer alan kükürdün öneli kısmının sistinin yapısında bulunması bunun önemini daha da artırmaktadır. Yün liflerinin özellikleri üzerinde sistin bağının büyük rol oynaması genellikle liflerin mukavemet ve elastikiyet özellikleri üzerine etkili olur. Yünlerin bileşiminde %10-13 oranında sistin bulunması bunun önemini ortaya koyar.
Protein Molekülü
Açıklandığı gibi her amino asitin karbon atomu ayrı karakterli dört grup içeriri. Bu amino asitlerden ikisi yan yana gelince, ki bunlar birbirlerinin benzeri olabileceği bibi tamamen ayrı da olabilirler, birinin amin grubu ile birinin asit grubu birleşerek bünyelerinden bir molekül su kaybederek birleşirler ve bir dipeptit meydana gelir.
Protein Molekül Zincirleri
Dipeptit incelenince, bir tarafta serbest halde amin grubunu öteki tarafta aynı şekilde serbest karboksil grubunu içerir. Bu haliyle serbest bulunan tek ve basit amino asitleri andırır. Çünkü bu, her iki tarafında da serbest halde görülen ve yeniden diğer amino asitlerle birleşmeye hazır olan aktif grupları içerir. Yine işleme aynı şartlar altında devam edildiği takdirde, bu bileşiğe yeniden bir, iki, üç, dört … sayıda amino asitin bağlanması mümkün olur. Bu şekilde meydana gelem ürünlere içerdikleri amino asit sayısı kadar Dipeptit, tripeptit,tetrapeptit… polipeptit gibi isimler verilir ki, tabiattaki proteinler bu şekilde meydana gelirler. Bu amino asitleri birbirine bağlayan bağlara peptit bağı adı veriler.
Yan yana bulunan protein dizileri komşularıyla köprü kurmak suretiyle tutunmak ve örgü şeklinde ağ kurmakla hayvansal liflerin kuvvetli ve elastiki birer bünyeye sahip olmalarını sağlar. Zincirler arasındaki bu şekilde tutunma, zincirler arasında bulunan (CO) grupları karşısında yer almış olan öteki zincirin (NH) gruplarına karşı olan kuvvetli ilgisinden ve birleşme kuvvetinden ileri gelir. Bu kuvvete hidrojen körüsü (hidrojen bonding) denir.
Yün Proteinindeki Öteki Bağlantılar
Daha önce açıklananlardan başka şekil ve nitelik yönünden özellik gösteren, diğer bağlantıların bulunduğu anlaşılır k, bunlar yünün kendine özgü bazı nitelikleri kazanmasını da sağlar. Bu bağlardan biri tuz bağı veya beatin bağı, ötekisi ise sistin bağı veya çapraz bağ diye adlandırılır.
a.Yündeki Tuz Bağı
Yan yana birbirine yaklaşık durumda bulunan molekül zincirlerinden birinin asit grubu, ötekinin bazik grubu karşı karşıya gelip iyonlaştıkları zaman birbirlerine elektrostatik kuvvetlerle bağlanırlar. Bu gruplardan biri pozitif, öteki negatif yüklü iyonlar haline geçtiğinden birbirini kuvvetle çekerek asit ve baz kökleriyle birleşir ve bir tuz meydana getirmiş olurlar. Bundan dolayı meydana gelen bağa tuz bağı adı verilir.
b.Yündeki Sistin Bağı
Yünün yapısında bulunan bağlardan biri de sistin bağıdır. Sistinin bileşiminde kükürt vardır. Aynı zamanda sistin iki amino asidi ile iki karboksil grubu içerir.Bununla sistinin bir molekülü ayrı protein molekülünü,aynı zamanda bağlama özeliğini taşır. Bu sayede iki protein molekülünün kükürtleri arasında çok sağlam bir kükürt köprüsü kurulmuş ve kuvvetli bir bağ meydana getirilmiş olur. Bu bağ esası keratin olan yün liflerinin teknolojik özellikleri bakımından büyük önem taşır. Kimyasal işlemlerde ve boyama esnasında sistin bağlantısının fiziksel ve kimyasal yapısının bozulmamasına dikkat edilmelidir. Liflerde sistin bağı bozulunca mukavemet ve esneklik özellikleri kaybolur. Yün ve yünlü ürünlerin yıkanmaları sırasında fazla alkali, boyanmalarında fazla krom ve sülfirik asit, ağartmalarında fazla hidrosülfit… gibi maddeler kullanılır ve fazla kaynatılırsa yün liflerinin bu sistin bağı bozulur.
YÜN YAĞILTISI
Yün yağıltısı maddeleri, hayvanın derisinde bulunan yağ ve ter bezlerinin çırmış olduğu yün yağı, ter maddeleri ve deri döküntülerinin karışımından ibarettir.
Çeşitli yünlerde bulunan yabancı madde oranları % (*)
| YÜN ÇEŞİDİ | YAĞILTI | KUM VE TOZ | BİT. MADDE | RUTUBET | YÜN LİFLERİ |
| İnce kaliteli yünlerde | 20-50 | 5-40 | 0,2-5 | 8-12 | 20-50 |
| Orta Kaliteli Yünlerde | 5-30 | 5-40 | 1-5 | 8-12 | 40-60 |
| Uzun Liflerde | 5-15 | 5-10 | 0-2 | 8-12 | 60-80 |
| Halı Yünlerinde | 5-15 | 5-20 | 0,5-2 | 8-12 | 60-80 |
| Kaba Yünlerde | 2-10 | 5-20 | 0-1 | 8-12 | 60-80 |
(*)American Wool Handbook, 1948
Ter Maddeleri
Koyunları terlemesi sonunda, ter bezleri tarafından çıkarıldıkları zaman çok sulu çözeltiler halinde bulunurlar. Bu sıvının içinde bulunan başlıca maddeler potasyumun çeşitli yağ asitleri ile bazı meydana tuzlardan ibarettir. Bunların yanında ayrıca az miktarda sulfat, klorür ve azotlu maddeler de mevcuttur. Terin sulu çözeltisinin pH derecesi 5,5-8,0 arasında olup, hafif asitlikten zayıf alkaliliğe doğru değişir.
Ter, yüksek sıcaklıklarda temizleme özelliğine sahip olduğu gibi, yün liflerini güneş ışığının zararlı etkilerinden de korur. Ter ve ter maddelerinin yünde bulunma miktarları hayvanın hayvanların cinsiyetlerine, terleme yeteneklerine bağlı olarak değişir.
Koyunlar kesildikten sonra derilerinde bulunan yünler yolunmak suretiyle elde edilirse, ki bunlara tabak yünleri denir, bu yünlerde ter maddeleri düşük olur. Çünkü derinin soyulması işlemi sırasında uygulanan ıslatma ve bazı kimyasal maddeler yağıltı maddelerinin büyük bir kısmını eritmiş olur.
Yün Yağı
Koyunların derisi içinde bulunan yağ bezleri tarafından çıkarılan yağlı çözeltiye yün yağı denir. Bu, kolestrol, b-korestenol. Agrostenol ve lanesterol… gibi çeşitli yüksek alkollerle stearin, muristin, kapron, olein… gibi asitler arasında meydana gelen ester ve bunların karışımndan ibarettir. Yün yağı denilen yağlı maddeler suda erimez. Bunlar ancak sülfür, benzen, petrol eteri… gibi organik eriticilerde erirler.
Katkılı Yabancı Maddeler
Bunlar yün göleğine sonradan ve dışardan katılan yabancı maddelrdir. Başlıcaları; kum, gübre, ot, saman, yem tohum, diken, pıtrak, çöp… gibi bitkisel maddelerdir. Bu maddeler hayvanın yaşadığı çevre şartlarına göre değişik miktar ve oranlarda bulunurlar yün gömleğinde.
Uygulanmış Yabancı Maddeler
Bu yabancı maddeler, ya hayvanların tanınması için katran, boya ve benzeri yapıştırıcı ve boyayıcı maddelerle damga vurulmasından ya da hayvanlara hastalık ve haşerelere karşı korumak için bazı ilaçlı maddelerin uygulamasından meydana gelirler. Bunların fabrikasyonlarında önce yünlerden temizlenmeleri lazımdır. Fakat katran ve yağlı boyaların yünlerden temizlenmesi kolay değildir. Çünkü sabunlu ve sodalı sularda erimezler. Böyle hallerde o kısmı işleme almamak en iyi yoldur.
YÜNDEKİ KÜL
Terin suda eriyen madensel maddeleri yanında yün liflerinim yapısına dahil olan maddeler de vardır. Bunlar suda erimezler. Lifler yakıldığı zaman geriye kül halinde kalırlar. Bunlar arasında sülfat halinde bulunan alkali maddeler yün ağırlığının takriben %0,5 oranında olup suda erirler.
Lincoln koyun yünlerinde Bowman tarafından yapılan araştırmalarda külün şu maddeleri ihtiva ettiği tesbit edilmiştir:
| Potasyum oksit | %31,1 |
| Sodyum oksit | %8,2 |
| Kalsiyum oksit | %16,9 |
| Alüminyum ve demir oksit | %12,3 |
| Silis | %5,8 |
| Sülfirik anhidrit | %20,5 |
| Karbonik asit | %4,2 |
| Fosforik asit | çok az |
| Klor | çok az |
Örme kumaşlarda sıkça oluşan hatalar genellikle makine ayarlarından, iplik özelliği ve düzenleri ile örme dairesinin şartlarından yada kumaş bitim işlemlerinden kaynaklanmaktadır.
İplikten kaynaklanan örme hataları:
Örme ipliklerinde olan hatalar, direkt olarak örme kumaşı etkiler ve örme kumaşta hatalara, kalite düşmesine sebep olur. İplikten kaynaklana örme kumaş hataları piyasada en çok bilinen isimleriyle şu başlıklar altında toplanabilir;
a- İplik abrajı
b- Kalın iplik
c- İnce iplik
d- Enine çizgiler veya bantlar
e- Kesikli enine çizgi hatası
f- Delik ve patlak hataları
g- Elyaf topağı(uçuntu) hataları
h- İplik karışması
i- İplik kesilmesi
a- İplik abrajı: Farklı numaradaki veya farklı partilerin ipliklerinin karışması nedeniyle örme eni boyunca oluşan bant izleridir. Genelde boyamadan sonra ortaya çıkan ve görülebilen bir hatadır.
b- Kalın iplik: Atkılı örme kumaşlarda kumaşın enine ve muntazam aralıklarla, kabarıklık şeklinde oluşur ve yatay bir çizgi şeklinde görülür. Çözgülü örme kumaşlarda ise çözgü yönünde dikey bir çizgi olarak belirir.
c- İnce iplik: Atkılı örme kumaşlarda kumaşın enine ve muntazam aralıklarla, çukurluk gibi görünen yatay çizgi şekline görülen hatadır. Çözgülü örme kumaşlarda ise çözgü yönünde dikey çizgi olarak görünür.
d- Enine çizgiler veya bantlar: İplikte ince ve kalın yerler örgü yüzeyinde periyodik olmayan enine çizgiler oluşturur. İpliğin bazı yerlerde kalın olması, ilmek boylarının büyümesine neden olur. İplik ince yerlerin olması ise ilmek boylarını küçültmektedir.
e- Kesikli enine çizgi hatası: Örmede ara sıra oluşan enine kesikli çizgiler şeklindeki hatadır. Bu hata ipliğin yeterli parafinlenmemesinden, iplikte ince ve kalın yerlerin düzensiz bir şekilde olmasından kaynaklanır.
f- Delik ve patlak hataları: İplikten veya makine elemanlarından kaynaklanan örme kumaşı kullanılmayacak hale getiren bir hatadır. Bu hata iplik kopmasından kaynaklanmaktadır.
g- Elyaf topağı(uçuntu) hataları: Örgü makinesinde birikip kumaşa karışan elyaf kümeleridir. Genellikle iplik kılavuzlarının deliklerinde biriken elyaf parçaları zamanla çoğalır, iplikle birlikte örülür ve kumaşta istenmeyen düzgünsüzlüğe neden olur.
h- İplik karışması: örme makinelerinde ipliklerin iplik rehberlerinden geçerken bir ipliğin elyaflarının veya filamentlerinin birbirine veya bir başka ipliğe dolaşmasıyla oluşan hatalar.
i- İplik kesilmesi: bir örme makinesinde bir ipliğin iğneye beslenmesinden sonra ve ilmek oluşturma hareketi sırasında kopması. Bu hata kumaşta küçük bir delik meydana getirir.
Örme makinesinden kaynaklanan hatalar:
Örme makinelerinde bazı makine parçalarının zamanla aşınması, kırılması, bozulması veya hatalı yapılan ayarlar nedeniyle örülen kumaşta çeşitli hatalar oluşur.
Örme sektöründe makine kaynaklı sıkça karşılaşılan hatalar aşağıda başlıklar halinde açıklanmıştır.
a- Enine çizgi ve bant hataları
b- İğne çizgisi hatası
c- İğne sürtünmeleri ve çarpışmaları
d- Doku yığılması hatası
e- İğne delikleri ( balık gözü ) hatası
f- İlmek düşmesi hatası
g- İlmek kaçığı hatası
h- Kuş gözü hatası
i- Çift ilmek hatası
j- Buruşukluk hatası
k- Çekim hataları
l- Boyuna çizgi hataları
a- Enine çizgi ve bant hataları: Örme makinesi ve ayar hatalarından kaynaklanan enine çizgiler, kumaşın enine yönde aynı ipliklerin uzunluklarının farklı olmasından meydana gelir. İplik gerginliğinin farklı olması , çekim tertibatının yanlış ayarlanması kapak ve silindir ayarlarının hatalı yapılması , iğne kanallarının veya kilitlerin ve iğnelerin arkasının pislikle dolu olması bu hatanın oluşması için başlıca nedenlerdir.
b- İğne çizgi hatası: Örme kumaşlarda iğnenin deforme olması nedeniyle oluşan bir hatadır. Kumaşta boyuna izler yada çizgiler şeklinde görülür. Diğerlerinden daha sıkı yada gevşek olan dikey sıralar buna neden olur. Bir başka nedeni ise bozuk iğnelerin yerine takılan iğnenin de bir hata kaynağı oluşturmasıdır.
c- İğne sürtünmeleri ve çarpışmaları: Bu hatanın nedeni kapak iğne rayının silindir iğne rayına göre ayarlanmamasından, yanlış-yakın ayarlama yapılmasından yada ayar sıkma vidalarının eksik veya fazla sıkıştırılmasından ileri gelebileceği gibi özellikle interlok karşılıklı iğne düzeni çalışmada kilitlerin yanlışlıkla sistemde karşılıklı ayarlanmamalarından da oluşabilir.
d- Doku yığılması hatası: Bu hataya iplik kopuşları veya iğnelerden ilmek atılmaması sebep olur ve dolayısıyla bir değil bir çok iğne grubunu etkiler. Böyle hallerde iğnelerin tamamen temizlenmesi , değiştirilmesi ve yine özenle dokunun yeniden asılması gerekir.
e- İğne delikleri ( balık gözü) hatası: Örülen kumaşın tam çekilmemesi , eski ilmeğin iğne üzerinden tam düşürülememesi veya çeşitli iğne hataları neticesi çok küçük delikler şeklinde görülen örme hatasıdır.
f- İlmek düşmesi hatası: Makine elemanlarının bozukluğundan veya hatalı ipliklerden dolayı örülmüş doku üzerinde gelişi güzel veya devamlı ilmek düşmeleri görülür. İlmek düşmesi ; esas olarak örme sırasında ipliğin iğneye yatırılamaması veya iğnelerinin herhangi bir nedenle kapalı kalması sonucu oluşan belirgin bir hatadır.
g- İlmek kaçığı: Örme kumaşların örülmesi sırasında; bir ipliğin kopması, iğnenin zarara uğraması veya kanalların pislik ile dolması sonucunda , ilmek yerine biçimsiz iplik parçalarının oluşması şeklinde görülen hatadır. Bir uzunlamasına sırada veya birkaç uzunlamasına sırada , ipliğin veya ipliklerin ilmek halinin bozulup aşağıya doğru düz sarkması şeklinde de görülür.
h- İlmek boyutlarının düzgünsüzlüğü: Atkılı örme makinesinde , birbirini izleyen enlemesine ilmek sıralarındaki ilmek uzunluklarındaki farklılıktan oluşan kumaş hatasıdır. Hatalı iplik beslemesi , makine üzerinde ilmek boyutlarının yanlış ayarlanması, ilmek çekimlerinin tüm sistemlerde aynı olmaması nedeniyle oluşur.
i- Kuş gözü (askı) hatası: Dilli iğnede bir bükülme yada iğnenin eski ilmeğin atılması için yeterli olan yüksekliğe yükselmemiş olması nedeniyle oluşan üst üste ilmek hatasıdır. Buna bindirme yada nopen de denir.
j- Çift ilmek hatası: İlmeklerin aynı iğnede üst üste veya yan yana iki, üç iğnede bir ilmek şeklinde meydana gelmesiyle oluşur.
k- Buruşukluk hatası: Örme kumaşın düz olarak yayılmayıp potluk yapması şeklinde görülür. Düzgünsüz ilmek, iplik numarası düzgünsüzlüğü, değişik gerginlikteki iplikler, makinenin iyi ayarlanmaması nedeniyle oluşur.
l- Çekim hataları: Çekim hataları dokunun üzerinde enine çizgi veya orta kısımlarda değişik şekil ve yığılma meydana getirmektedir. Bu hatalar genellikle doku çekim tertibatlarının ayarsızlığından ileri gelir.
m- Boyuna çizgi hataları: Örücü makine elemanlarının neden olduğu hatalardır. Özellikle atkı örmeciliğinde iplikten gelebilecek hatalar dokuda boyuna çizgi meydana getirmeyip ara ara enine çizgi veya delik oluşturmaktadır. Dolayısıyla boyuna çizgi oluşumuna neden olabilecek faktörler; iğne, iğne yatağı, aşırtma tarağı gibi örücü makine elemanları olmaktadır.
Diğer Örme Kumaş Hataları
1- Çekme: Örme işlemi sırasında uygulanan gerilimler ortadan kalktığında, örgünün relakse ( rahatlama ) hale geçmesi ile kumaşta meydana gelir. Bu genelde iki şekilde olur ve iki gruba ayrılır;
a- Relakssasyon Çekmesi : Kumaş tamamen rahatlayıp üzerindeki gerilimlerden kurtulmasıyla oluşan çekme den kaynaklanmaktadır.
b- Keçeleşme Çekmesi: Sadece yün ipliğinden örülen yüzeylerde görülür.
2- Örgü (may) dönmesi: Bazı dengesiz örgü yapılarında görülen bu hata , ilmek sıra ve çubuklarının birbirine dik olmaması şeklinde ortaya çıkar. İki neden den meydana gelir;
a- İplikten Kaynaklanan Örgü Dönmesi: İpliğin bükülme eğilimini yüksek olmasından kaynaklanır. Bükülme eğilimi ise iplik bükümünden başka , iplik fiksaj durumuna ve lifin cinsine bağlıdır.
b- Makineden Kaynaklanan Örgü Dönmesi: Çok sistemli yuvarlak örme makinelerinde görülür.
3- Kumaş Kırılması: Örme makinesinde kumaş çekiminin iyi sağlanamaması veya terbiyede özellikle ağır kumaşların halat halinde işlenmesi sırasında meydana gelen kumaş katlanmalarıdır. Bu bölgelerin boya alması farklı olacağından terbiye sonrasında bu hata belirgin bir hal alır.
4- Elastan İzi Hatası: Elastan çalışılan herhangi bir örgü kumaşta enine periyodik veya kesik çizgiler oluşur.
İplik katlama ve büküm makineleri bölümü genel olarak şu başlıklar altında incelenmiştir.
1. İplik katlama ve katlama makineleri,
2. İplik büküm ve büküm makineleri.
İPLİK KATLAMA VE KATLAMA MAKİNELERİ
Katlama ve katlama makineleri genel olarak aşağıdaki başlıklar altında incelenmiştir:
1. İplik katlama işlemi,
2. İplik katlama makineleri.
İPLİK KATLAMA İŞLEMİ
Katlama, kelime olarak “iki iplik” anlamına gelen Hinçe bir kelime olup, iplik sarma makinesinde iki ipliği birlikte sarma işlemi anlamında kullanılır.
Katlama, ipliklerin bükülmeden doğrudan katlanmasıdır. Katlı iplik denilince bükülmüş olan birden fazla iplikte anlaşılmaktadır. Halbuki katlama işleminde özel bir büküm işlemi yapılmaz. İstenildiği zaman büküm öncesi, büküme hazırlık larak iplikler katlanabilir.
Çift (bire iki, two for one) büküm makinelerinin daha verimli ve hızlı çalışması için ve çeşitli örme mamullerin üretiminde katlanmış iplikler kullanılabilmektedir. Bazı dururmlarda katlama işlemi ıslak katlama şeklinde yapılır.
Islak katlama
Saf veya uygun kimyasal maddeler ilave edilmiş suya batırılmak suretiyle veya benzer sıvılarda islatılmış aletlerle temas ettirilerek ıslatılmış iki veya daha fazla tek kat ipliğin, gerçek bükümden önce katlanması işlemidir. Kaygan, pürüzsüz, tüysüz iplikler elde edilmesini sağlar.
İPLİK KATLAMA MAKİNELERİ
Birden fazla ipliği biraraya getirip büküm vermeden bir bobine saran makinelerdir.
İplik katlama makinelerinde çapraz sarımlı ve paralel sarımlı bobinler elde edilebilir.
Daha çok filament iplikler, flanşlı makaralara parelel şekilde sarılırlar.
Pürüzsüz yüzey yapıları sebebiyle genellikle kaygan olan bu ipliklerin sarım şeklinin bozulmaması için flanşlı makineler kullanılır.
İplik katlama makinelerinde çalışma verileri bilgisayarlı sistemler sayesinde makineye direkt olarak girilebilir.
Elastik ipliklerin katlanmasında da katlama makinelerinden yararlanılır. Elastik filamentle normal bir ipliği katlayarak uygun yapıda elastik iplik oluştururlabilmektedir.
Elastromer flamentin örneğin dokuma işlemlerinde tek başına kullanılması zordur. Elastik yapı nedeniyle filament halde atkı veya çözgü olarak tek başına işleme girmesi sorun yaratır. Buna benzer durumlarda standart elastikiyet sağlamak amacıyla normal atkı veya çözgü ipliğiyle birarada kullanılır. Bunun için de dokuma işlemi öncesinde elastomer filament ile normal dokuma ipliği katlama işlemine tabi tutulur.
Katlama makineleri, ipliği bobine 2-3-4 kat olarak sarar.
Katlama makinelerinin sarım hızı, bobin makinelerinden daha azdır.
Bu dezavantaj kabul edilerek katlama makinesine tek bobin beslemek suretiyle aktarma işlemi de yapılabilir.
Katlama makinelerinde kopuşlar her iplik için iplik yoklayıcılar tarafından ayrı ayrı kontrol edilir.
Herhangi ipliğin kopması anında ipliğin uzun müddet eksik kat sayısıyla sarılması istenmez.
İplik koptuğunda yoklayıcılar bunu farkederek makineyi durdururlar. İplik gerginliği ayarlanabilir, sağım sırasında balonlaşmayı önleyici aparatlar vardır.
Katlama makinelerinde bobibn sarma, değiştirme sistemleri bobinleme makinelerindeki gibidir. Yüzeyden veya eksenden tahrikle bobin sarılır.
Manuel yolla bobin değiştirme işlemi yapılabildiği gibi otomatik olarak dolu bobinler sevk edilip, iğe yeni bobin patronu takılabilir.
İPLİK BÜKÜM VE BÜKÜM MAKİNELERİ
İplik büküm ve büküm makineleri genel olarak aşağıdaki başlıklar altında incelenmiştir:
1. İplik büküm işlemi,
2. İplik büküm makineleri.
İPLİK BÜKÜM İŞLEMİ
Büküm işlemi, tek katlı ipliklerin büküm makinesinde katlanarak bükülmesidir. Bu bölümde katlı iplik bükümü ağırlıklı olarak aşağıdaki başlıklar altında incelenmişrir:
a) Bükümün tanımı,
b) Bükümün amacı ve iplikteki etkileri,
c) Islak büküm,
d) Katlı büküm,
e) Çift (bire iki, two for one) büküm,
f) Fantezi büküm.
A Bükümün Tanımı
Büküm, kısaca ipliğe verilen spiral dönmelerdir. Genellikle iplerin uçalrının nispi dönmesinin sonucu oluşur. Büküm ile elyaflar ve iplikler birarada tutulur ve mukavemet kazandırılır.
İplikler, birbirine paralel ya da paralele yakın elyafların bükülmesi ile elde edilir. İpliklerin bükümü eğirme işlemi ile sağlanır ve bu vasıtayla kesikli (ştapel) elyaflardan iplikler oluşur. İpliklerin üretilmesinden sonra tekrar büküm verilebilir. İstenen büküm, büküm makinesinde gerçekleştirilir. Birden fazla iplik bir araya getirilerek birbirleri üzerine bükülebilirler.
İplik bükümü mikltarı ya da derecesi birim uzunluk (santimetre, metre veya inç) başına düşen sarım ya da dönüş sayısıyla ölçülür. 1 inç’teki (2.54cm) büküm miktarı TPI veya büküm/inç, 1 metredeki büküm miktarı TPM veya büküm/metre olarak kısaltılır.
İplik bükümü sağ (Z) ve sol (S) büküm ya da dengelenmiş ve dengelenmemiş olarak sınıflandırılabilir. (Şekil )
Diğer yandan iplik tek kat, katlı ve kablo iplik bükümüne tabi tutulabilir. Tek kat iplik bükümünde S veya Z büküm, katlı iplik bükümünde SZ, ZS, SS veya ZZ büküm (birinci sembol tek kat ipliğin, ikinci sembol katlı ipliğin büküm yönüdür); kablo iplik bükümünde ZSZ veya ZZS büküm yönleri seçilebilir.
Bükülecek ipliklerin büküm yönüyle katlama büküm yönü aynı olursa buna büküm üstüne büküm denir. Sert bir iplik oluşmasını sağlar.
B Bükümün Amacı ve İplikteki Etkileri
Büküm tek kat ipliklerde mukavemetin arttırılması için ya da iki veya daha fazla katlı iplik elde edilerek kumaşta istenen efekt özelliklerini kazandırmak amacıyla yapılabilir.
Elyafları ve iplikleri bir arada tutmak için gereken büküm miktarı; ipliğin çapına , elyafların cinsine ve ştapel uzunluklarına bağlıdır. Kalın ipliklerin birbirini tutması için daha az sayıda büküm gerekir ve bunlara düşük bükümlü iplikler denir. Daha ince ipliklerin birbirlerini tutmaları için ise daha çok sayıda büküme ihtiyaç vardır ve bunlara yüksek bükümlü ya da sık bükümlü iplikler denir.
İplik ne kadar az bükümlü olursa o kadar beyaz ve parlak görünür. Büküm ipliği matlaştırır ve rengini koyulaştırır. Büküm üretimle ters orantılıdır. 30 büküm yerine 20 büküm verilirse, üretim 30/20 oranında artar. Büküm, iplikteki ince yerlerde artar, kalın yerlerde ise azalır. Büküm sayısı ile ağırlık çarpımı sabittir.
İpliğin metredeki bükümünün (TPM), ipliğin ve ondan üretilecek olan kumaşın görünümü ve dayanıklılığı üzerinde önemli etkisi vardır.
Göreceli olarak, düşük bükümlü (TPM 80’den 460’a) ipliklerde, ipliğin yumuşak, kabarık ve esnek olması nedeni ile yumuşak büküm adı verilir.
Yumuşak bükümlü iplikler, yüksek bükümlüler kadar sağlam değillerdir. Örme ipliği olarak hazırlanan iplikler bu türdendir.
Yüksek bükümlü (TPM 750’den 1200’e) olanlar sert (sıkı) bükümlü iplikler olarak adlandırılır. Bunlar düşük bükümlü ipliklerden daha düzgün yüzeyli, daha sert, daha girift ve sağlamdırlar.
Filament iplikler genelde düşük bükümlüdürler (TPM 20’den 40’a). Filament ipliklerde büküm ipliğe sağlamlık vermez, sadece elyafları bir arada bir bütün olarak tutmaya yarar.
Büküm, ipliği oluşturan bileşenlerin birbirinden ayrılmamasını ve ipliğin dayanıklı olmasını sağlar.
C Islak Büküm
Kullanıma göre kaygan, tüysüz iplik elde edilmesi istendiğinde ıslak büküm yapılabilir.
Islak bükümde bobinden gelen iplikler bir su kabı ve bu kap içerisindeki cam çubuk yardımıyla ıslatılır. Cam çubuk üzerinden ıslatılarakgeçen iplik büküm makinesine verilir.
İpliği ıslatınca iplik üzerindeki elyaf uçları birbirine yapışır. Bu iplikler büküldüğünde serbest elyaf uçlarının %80’ni bu büküm içine sokulmuş olur. Kalan kısımlar yakmak suretiyle yok edilir.
Islak büküm özellikle konfeksiyonda kullanılacak dikiş iplikleri ve kaygan parlak ipliklerin imalinde kullanılır.
D Katlı Büküm
İki veya daha fazla tek kat ipliği bükmek suretiyle birleştirerek katlı bükümlü iplik oluşturulur. Tek katlı iki ipliğin bükülmesi çiftleme ya da iki katlama, iki veya daha fazla katlı ipliğin birlikte bükülmesi de çoklu katlama ya da kablolama olarak isimlendirilir.
E Çift (Bire İki, Two For One) Büküm
Tek katlı veya bükümsüz katlanmış ipliklerin bükülmesi işlemidir. Bükme elemanının (çift büküm ipliği) her dönüşünde ipliğe iki büküm verilmesi şeklinde yapılan bükümdür.
İngilizcesine istinaden two for one büküm veya Türkçesi olan bire iki büküm şeklinde de isimlendirilir.
F Fantezi Büküm
İpliklere büküm yoluyla efektler verilebilir. Birden fazla iplik veya elyaf şeridi değişik şekillerde beslenerek veya değişik yapıdaki iplikler bükülerek fantezi iplikler elde edilir. Fantezi büküm, ipliklerin görünümlerine yönelik olarak yapılır.
İPLİK BÜKÜM MAKİNELERİ
Tek iplik veya birden fazla ipliği biraraya getirerek büküm veren veya katlanmış bükümsüz ipliğe büküm veren makinelerdir.
Büküm; ipliklerin mukavemetlerinin arttırılması (düz büküm) veya değişik karakterler kazandırılması (fantezi büküm) için yapılır. Fantezi bükümde mukavemet ikinci plandadır, önemli olan görünüştür.
Genel olarak, büküm işleminin yapıldığı makinelere büküm makineleri denir. Buradaki işlme katlı büküm işlemidir.
Bükümden sonra iplikler tekrar bobinlenir.
Büküm makineleri:
a) Katlı büküm makineleri,
b) Çift (bire iki, two for one) büküm makineleri,
c) Fantezi büküm makineleri
gibi çeşitlilik gösterir.
A Katlı Büküm Makineleri
Birden fazla ipliğin önce biraraya getirilip, sonra büküm işlemine tabii tutularak katlı bükümlü iplik elde edilmesini ve tekrar bobinlenmesini sağlayan makinedir.
Katlı bükülecek iplik sayısı kadar iplik bobinimakine cağlığında bulunur ve bir adet katlı iplik bobinini besler. Yani, iki katlı iplik elde edilecekse, bir katlı iplik bobini için iki tek iplik bobini bulunur.
Katlı büküm makinelerinde büküm, bilezikli sistemler sayesinde gerçekleştirilir.
Bilezikli büküm makinelerinde elde edilen katlı iplik bobinleri daha sonra bir aktarma işlemiyle istenilen formda bobinlere sarılırlar.
Katlı büküm makineleri prensip olarak katlama makinelrine benzer. Katlı büküm makineleri ile katlama makineleri arasındaki en bariz fark;katlı büküm makinelerinde, katlama makinelrinde olmayan büküm tertibatlarının olması ve ipliğe katlama işlemine ek olarak büküm de verilmesidir.
Katlı büküm makinesinde; cağlığa dizilen tek kat iplik bobinlerinin iplikleri rehberlerden geçer. Kaç kat iplik katlanacaksa o kat kadar iplik rehberden geçirilip kopça ile büküm kopslarına sarılır.
Katlı büküm makinelerinde çeşitli formlarda bobin elde edilebilir ve çapraz veya paralel sarım yapılabilir.
Bilezik katlı büküm makinelerinde, iplik, katlı bükülüp bobinlendikten sonra genellikle bir bobin aktarma işleminden geçirilir. Bilezikli katlı büküm makinelerinde elde edilen bobininsağım özellikleri çok iyi değildir.sağım özelliği daha iyi olan bobinler elde etmek gerekir. Bu şekilde, sonraki, işlemler de daha rahat ve hızlı bir çalışma söz konusu olur.
B Çift (Bire İki, Two For One) Büküm Makineleri
Çift (bire iki, two for one) büküm makinesi, günümüzde yaygın kullanımı olan bir iplik büküm makinesidir.
Katlı büküm yapılan bir çok iplik işletmesinde herhangi bir tip çift büküm makinesi görmek mümkündür.
Birden fazla tek katlı ipliğin bobinden sağılıp birbiri üstüne bükülerek tekrar bobin halinde sarıldığı makinelerdir.
Çift büküm makineleri, iğin her devrinde ipliğe iki büküm verir.
Çift büküm makinelerinde ayrı bobinlerden gelen iplikler bükülmekle beraber, daha önce bükümsüz katlanmış ipliklerin bükülmesi de modern makinelerde verimliliği ve hızı arttırır.
Bu sebeple ipliklerin çift büküm makinesine verilmeden önce katlama işleminden geçirilmesi ve bükümsüz katlanmış iplik bobinlerinin makineye beslenmesi üretim açısından son derece avantajlıdır.
Çift büküm makinelerinde işlem prensibi
Çift büküm makinelerinde, iğ üzerine geçirilmiş bir çapraz bobin ve bunun üzerinde dönen bir rehber vardır.
Bobinden çıkan iplik rehberden geçer, bobinin ortasındaki boşluktan alttaki tabağa gider. Burada bir diske sarılır ve sonra yukarıdaki bir rehberden daha geçer ve oradan üretim bobinine gider.
Çift büküm makinesinde büküm
Çift büküm sisteminde büküm, ipliğe her dönüşünde iki büküm veren çift büküm iğiyle gerçekleştirilir. Tek kat iplik bobinlerinden gelen iplik üstten içi boş çift büküm iğine girer. Dönen iğ içinden geçerken iplikler büküm alır. İğin içinden geçen iplikler alt kısımda bir diskin içinden çıkarak kutu içinden yukarı doğru sevk edilir.
İplikler bobinden sağıldıktan sonra büküm verilmesi esnasında iğ; disk ve bobin kutusu vasıtasıyla iplik klavuzuna gelir ve bobinlenmek üzere sevkedilir.
Çift büküm makinesinde hareket iletimi
Çift büküm makinelerinde hareket iletimi; bir çok makinede olduğu gibi motordan başlayarak iletişim kayışları, kasnaklar ve hareket iletim zincirleri gibi elemanlarla gerçekleştirilir.
Çift büküm amkinesinde iğler, motordan iletilen güçle ve kayış vasıtasıyla döndürülür.
Çift büküm iği ile bükümlü ipliklerin sarıldığı bobin iği birbiriyle bağlantılıdır.
Herhangi bir şekilde sarımın gerçekleştirildiği bobin dönüşü durduğunda veya bobin değiştirme esnasında makine durur.
Sarım durduğunda bu durum bağlantı kollarıyla çift büküm iğine hareket veren kayışa iletilir. Kayışla, kayışı döndüren kasnak arasındaki bağlantı kesilir. İğin hareketi bu şekilde durdurulur.
Çift büküm makinesinde katlı ipliğin sarım için beslenmesi
İplik katlı büküldükten sonra, bobinleme amacıyla beslenmesi; ipliğin gerginliğini kontrol eden, sarım yapılan bobinde istenen özelliklere göre uygun beslemeyi gerçekleştiren ve ayarlanabilir sistemler sayesinmde gerçekleştirlir.
Katlı ipliklerin sarıldığı bobinler silindirik veya konik formda olabilir.
Çift büküm makinesinde ayarlanabilir katlı
Örme işleminin, dolayısıyla örme dokularının ortaya çıkması, insanlığın ilk ve ilkel teknik uğraşmalarıyla çağdaş kökenli olduğu kabul edilmektedir. Bir kronolojik kaynakta örme dokusunun M.Ö. 5-6 yüzyılları arasında ve Orta Asya Türkleri ile Mısırlılar tarafından aynı zamanlarda ortaya çıktığı kaydedilmektedir. Ayrıca örücü elemanın da bugün hala kullanılmakta olan basit şiş, mil, tığ diye bildiğimiz 1589 M. Yılına kadar tüm örme işlemleri el-tığ ikilisi ile gerçekleştirilmekteydi. Ancak bu tarihte İngiliz din adamı W. Lee’nın ilk mekanik örme tezgahını ve ‘esnek uçlu’ örme iğnesini bulmasıyla örme tarihinde yeni bir dönem başladı. Yani örme işleminde makineleşme dönemi ve fakat bu zamanın ileri taassubu yüzünden uzun yıllar değerlendirilemedi. Bu buluş 1853 yılında Matheew Towsend’ın dilli-kancalı örme iğnesini bulması; sonraki yılların araştırmacıları tarafından 1867 tarihinde bu iğne ile donatılmış ilk örme makinesi, 1878 tarihinde aynı elemanla örme yapan ilk yuvarlak örme makinesinin geliştirilmesi tekstilde mekanik örmeciliğin sesini duyurmuş oldu.
Daha sonra bilhassa yuvarlak örmecilik 1914 yılına kadar çok fazla bir ilerleme gösteremedi. I. Dünya Savaşı yıllarından sonra hızlı ortaya çıkartılan yapay elyaf ve ipliklerinin de etkisiyle örme makineleri, yani örme metotları ve örme örgüleri; dolayısıyla da örmecilik endüstrisi süratle gelişti. II. Dünya Savaşı’ndan sonra yeni bir sıçrama ile son yılların süper denebilecek hem mekanik hem elektronik esasa dayalı olarak meydana gelmesi, bu alandaki gelişmeleri hızlandırmış ve son 30 yılın getirdiği metot ve oto-mekanik temelli elektronik makine ve örme teknolojisi doruk noktasına ulaşmış bulunmaktadır. Böylece örmecilik ilk zamanlardan beri dokuma ile olan rekabetine ilave olarak, şimdi kendi bünyesinde olan örme metotları sayesindeki amansız çekişmesiyle de daha çok gelişmeye elverişli bir kimlik kazanmıştır. Örmecilik sanayi dalında en çok gelişme kaydeden bir teknolojiyle ilerlemektedir. Son 10 yıl içinde tamamen elektronik yuvarlak örme makineleri piyasada rağbet görmektedir. Bu da örme makine üreticilerini yeni teknolojiye ve daha hızlı devirle çalışan makine üretmeye yönlendirmektedir.
Bilindiği gibi örme mamül üretimi son yıllarda, 1950’lerde ileri batı ülkelerinde, 1970 yılından itibaren ise Türkiye’de hızlı bir üretim artışına girmiştir. Örneğin Almanya’da 1970-86 döneminde dokuma kumaş üretimi yalnızca % 30 artarken, aynı dönemde örme kumaş üretimindeki artış 10 katına çıkmıştır.
Bizde ise 1980’de örme konfeksiyon ihracatı yok denecek düzeyde iken 1989’da 70000 ton civarında gerçekleşmiştir. Örme kumaşların üretiminin artmasının bazı nedenleri vardır. Bunları şu şekilde sıralamak mümkündür:
a) Örme kumaşların üretim maliyeti dokuma kumaşa göre daha düşüktür ve iplik bobinini makineye takıp hemen yüzey oluşumunu başlatmak mümkündür.
b) Örme kumaşların üretim ve kullanım paleti yaygınlaşmıştır. Eskiden % 100 pamuklu örme mamül yalnızca iç giyimde çamaşır olarak kullanılırken bugün yatak çarşafından tutun da, giysi hatta tela üretimine kadar çok geniş bir alanda kullanılmaktadırlar.
c) Diğer yandan esnek, vücudu saran, az buruşan ve giyimde rahatlık hissi veren bu kumaşlar yine günümüzde çok önemli olan serbest zaman ve spor giyimde çeşitlenerek yaygınlaşmıştır.
Örme makineleri sınıflandırılırken ilmek oluşturan iplik sistem sayısı, iğnelerin sıralanış şekli, iğnelerin kendi başlarına ve ipliklere göre hareket etme prensipleri göz önüne alınır. Daha detaylı bir sınıflandırmada ise iğne yatağı sayıları, ebatları, desenlendirme tertibatları, ürettikleri kumaş tipleri de sınıflandırma için kriter oluşturabilir.
Bu bölümde örme makineleri yukarıda bahsedildiği gibi;
– Tek iplikli (atkı) örme makineleri,
– Çözgülü örme makineleri
olarak iki ana bölümde incelenmiştir.
Tek iplikli (atkı yönlü) örme makineleri ve çözgülü örme makineleri kendi içlerinde temel örme prensipleri aynı olmasına rağmen makine konstrüksiyonlarındaki farklara göre sınıflandırılır. Bu sınıflandırma aşağıdaki tabloda gösterilmiştir.
Atkı Yönlü (Tek İplikli) Örme Makineleri:
Tek iplikli (atkı) örme makineleri tek bir iplik bobiniyle bile ilmek yüzeyi oluşturabilen ve tek tek iğne hareketli veya topluca iğne hareketli olarak örme işlemini yapabilen düz veya yuvarlak konstrüksiyonlu örme makineleridir.
Tek iplikli (atkı) örme makinelerinin sınıflandırılması;
Tek iplikli (atkı) örme makineleri, öncelikle iğne ve iplik hareketlerine göre ilmek oluşturma şekline göre ikiye ayrılır. Bu gruplarda kendi içlerinde bölümlere ayrılarak sınıflandırılır.
A- Örme iğnelerinin tek tek hareket ettiği iplik sabit iğne hareketli atkı
örme makineleri;
a) Triko (düz) örme makineleri (düz iğne yataklı makineler),
b) Yuvarlak örme makineleri (dairesel iğne yataklı makineler).
B- Örme iğnelerinin topluca hareket ettiği iplik hareketli, iğne sabit atkı örme makineleri;
a) Düz iğne,
b) Raylı cotton (kulier) örme makineleri (esnek iğneli düz örme mak.),
c) Dairesel iğne raylı yuvarlak mayözlü-esnek iğneli-(kulier) örme makineleri.
Piyasada, birinci grubu teşkil eden, tek tek iğne hareketli tek iplikli (atkı) örme makineleri daha yaygındır.
İkinci gruptan iğnelerin topluca hareket ettiği sistemde ise, düz iğne raylı cotton (kulier) örme makineleri yine yaygın olarak kullanılmaktadır.
İkinci gruptaki dairesel iğne raylı yuvarlak kulier örme makineleri ise ilk yapılan makineler olmasına rağmen bugün çok az kullanılmaktadırlar.
Örme iğnelerinin tek tek hareket ettiği atkı örme makineleri;
Dünyada ve Türkiye’de örme sanayiinde en yaygın olarak kullanılan, örme makinesi konstrüksiyonu, örme iğnelerinin tek tek hareket ettirildiği örme makineleridir.
Bu örme makineleri tek iplik sistemiyle ilmek oluşumunu sağlayarak örme işlemini gerçekleştiren düz veya yuvarlak konstrüksiyonlu örme makinesi sistemidir.
Tek tek iğne hareketli (iplik sabit-iğne hareketli) atkı örme makinelerinde örme prensibi;
Genellikle, tek iplikli örme (atkı yönlü örme) makinelerinden, triko (düz örme) ve yuvarlak örme makinelerinde, örücü iğnelere tek tek hareket verilmesi esasına dayanır.
Tek tek iğne hareketli örme sistemi daha önceleri ilk yapılan çözgülü örme makinelerinde uygulanmasına rağmen, günümüzde bu sistem çözgülü örme makinelerinde uygulanmamaktadır.
Bu makinelerde genel örme prensibi; sabit bir noktaya oturtulmuş (cağlık) bobin veya bobinlerden sağılan ipliğin direkt olarak çeşitli kılavuzlardan geçerek ve mekik (iplik kılavuzu) adı verilen besleme ünitesiyle örme iğnelerine verilmesi; örme iğnelerinin de kilit adı verilen ve iğne hareketini düzenleyen sistemlerle hareket ettirilmesi ile ilmek oluşturmasıdır.
İlmek bu sistemde yan yana oluşturulur ve birleştirilir. Bir yatay sıra tamamlandıktan sonra, bir üstteki ilmek sırası bunun üzerinde oluşturulur. İlmek oluşturma bu şekilde devam ederek örme kumaş meydana getirilmiş olur.
İğneye hareket bir kam mekanizmasıyla verilir. Tek tek hareketli çalışma sonucunda, iğne üzerine gelen kuvvetler tek tek iğne üzerine dağıtılmış ve kuvvet azaltılmış olur. İğnenin sürtünme kuvvetini yenmesi daha kolaylaşır, çalışma hızı yükseltilebilir, fakat ipliğe gelen yük artar, bu da ipliğe zarar verir.
Tek tek iğne hareketli sistemde ilmek sıklığı iğnelerin çekimi ile ayarlandığı için ilmeklerin sıklık ayarları tek tek yapılabilmektedir.
Bu nedenle, çalışma esnasında istenilen bölümde sıklık değiştirilebilmekte ve yeni örgü strüktürleri oluşturulabilmektedir. İpliğin sabit bir noktadan verilmesi, iğnenin ipliğe uygulayacağı kuvvet açısından ve ipliğin rahat çalışması açısından pozitif bir etki yapmaktadır. Bu şekilde ipliğe verilecek zarar daha az olacağı için, daha düzgün ve daha verimli bir çalışma yapılmış olacaktır.
Bununla birlikte iğne dilinin açılıp kapanması esnasında iplikte gerilmeler, boy değişmeleri olur. Eğer iplik zayıfsa, kırılgansa çok tahriş olur ve kolaylıkla kopar. Bunun için iplik mümkün olduğunca gevşek verilmeli, gergin olarak verilmemelidir.
Tek tek iğne hareketli sistemlerde tüketilen iplik miktarı ise; ipliğin gerginliğine, makinenin inceliğine ve üretilen kumaşın sıklığına bağlı olarak değişmektedir.
Örme iğnelerinin tek tek hareket ettiği atkı örme (tek iplikli) makinelerinin sınıflandırılması;
Tek iplik sistemiyle ve iğnelerin tek tek hareketi ile örme kumaş üreten makineler iğnelerin yerleştirilmiş olduğu yatakların şekline ve sayısına göre sınıflandırılır. Ayrıca ürettikleri kumaş ipine, inceliklerine, desenlendirme donatımlarına, en veya çap ölçülerine, sistem sayılarına göre de çeşitli sınıflandırmalar yapılmaktadır. Ancak, bu ikinci grup sınıflandırmalar, ana grup olan yatak şekillerine göre yapılan sınıflandırmaya ek olarak detay özellikleri açıklayıcı ve belirleyici adlandırmalar olarak kullanılmaktadır
Buna göre iğnelerin tek tek hareket ettiği atkı (tek iplikli) örme makineleri aşağıdaki gibi sınıflandırılır.
A – Triko (düz örme) makineleri; düz iğne yataklı ve tek tek iğne hareketli atkı örme makinelerinde kendi içlerinde sınıflandırmak mümkündür.
B – Yuvarlak örme makineleri; dairesel yataklı ve tek tek iğne hareketli atkı örme makinelerini de aynı düz iğne yataklılar gibi çeşitli açılardan sınıflandırmak olanağı vardır.
Triko (Düz Örme) Makineleri:
Piyasada yanlış bir isimlendirmeyle, triko makineleri, triko örmeciliği,
triko kazaklar vb. şeklinde ifade edilen ve bilinen düz iğne yataklı, tek tek iğne hareketli atkı örme (tek iplikli örme) makineleri ile bu çeşit örme ürünleri için direkt olarak düz örme makineleri terimi de kullanılmaktadır. Ancak bu terimde RL düz örgülü kumaşlar (süprem gibi) üreten makineleri çağrıştırdığı ve ayrıca düz raylı topluca iğne hareketli makinelerde (cutton makineleri) karıştırıldığı için tam karşılık olarak piyasada kabul görmemiştir. Buna karşılık Triko terimi düz yataklı, tek tek iğne hareketli makineleri tanımlamak için çok yaygın bir şekilde kullanılmaktadır ve yerleşmiş bir terimdir. Bu nedenle burada triko ve düz örme terimlerinin birlikte (eş anlamlı) kullanılması uygun görülmüştür.
Triko (düz örme) makinelerinin kumaş örme prensibi:
Triko (düz örme) makineleri, iğnelerin yan yana, tamamen doğrusal yataklar üzerine açılmış iğne kanallarına yerleştirilmesi, bir kilit mekanizması yardımıyla iğnelerin ayrı ayrı hareket ettirilmesi ve buna uygun iplik yatırımı ile örme işlemi yapan makinelerdir.
Triko (düz örme) makinesinde, örme mekanizmaları düz ve yatay bir haldeki iğne yatağı üzerindedir. Örme işlemi kilit sistemiyle, bağlı olduğu kızağın makinenin bir kenarından diğer kenarına örülen genişlik boyunca gidip gelmesi ile oluşur. İplikler bobinlerden, örme iğnelerine direkt olarak ve negatif-serbest şekilde beslenir.
Triko (düz örme) makineleri bu temel örme prensibine uygun olarak çeşitli yapı ve şekillerde örme ürünleri oluşturmaktadır. Triko (düz örme) makinelerinin kolay kullanılabilir olmaları, desenlerde düzgün ilmek yapısı ve güzel görünüm vermeleri, yüksek kalitede üretim yapmaları nedeniyle düz örme makinelerinin kullanımı yaygınlaşmıştır.
Günümüzde triko (düz örme) makinelerinde metraj kumaşların, yarı biçimlendirilmiş ve tam biçimlendirilmiş yarı mamül ürünlerin, yine tam şekillendirilmiş ve makineden çıktığında kullanıma hazır olan eldiven, çorap vb. gibi bitmiş ürünlerin üretimi yapılmaktadır.
Triko (düz örme) makinelerinde şekil olarak noktalı, delikli, kareli, diagonal, kabartmalı, saç örgülü, yığmalı, çizgili vb. tek renkli veya çok renkli örgü ve desenler yapılabilmektedir.
Triko (düz örme) makineleri, desen düzenlemelerini mekanik veya bilgisayar programlı iğne seçim ve iplik kılavuz seçim donatımları ile gerçekleştirilebilen makinelerdir. Triko (düz örme) makinelerinin kumandası da otomatik olarak mekanik veya elektronik yöntemlerle gerçekleştirilir.
İplik cağlıkları makinenin genellikle üstünde veya arka tarafında bulunmakta, iplikler kontrollü olarak özel örme iplik bobinlerinden alınarak sevk elemanlarından, gerginlik elemanlarından ve kontrol elemanlarından oluşan iplik sevk ünitesinden geçerek iplik kılavuzuna ve genelde negatif sevk sistemi ile örücü iğnelere iletilmektedir.
Negatif iplik sevk sistemi, yalnız gerginliğin kontrol altında tutulması ile uygulanan ve örgünün şekline göre ve örme ayarlarına bağlı olarak aşağıdan örücü elemanların istediği kadar ipliği zorlamadan çekmesi işlemidir.
Triko (düz örme) makinelerinde, genellikle kaba örme kumaşların üretimi yapıldığı için negatif iplik sevk sistemi tercih edilmektedir.
Örme yapısı olarak da RL, RR, LL örgüler ve kombinasyonları uygulanabilmektedir. Makinenin bütün fonksiyonel hareketleri kumanda donatımı ile otomatik olarak sağlanmakta, doku çekimi ve sarımı ayarlı veya daha ziyade serbest kontrollü olarak yapılabilmektedir. Üretim miktarı ise örgü, iplik ve özel şartlara göre değişebilmektedir.
Yuvarlak Örme Makineleri:
Yuvarlak örme makineleri genellikle iplik sabit, iğneler tek tek hareketli prensiple çalışırlar. Ancak iplik hareketli iğne sabit ve topluca iğne hareket olarak çalışan ramayözlü tip esnek iğneli yuvarlak örme makinelerinde halen üretilmektedir. Bir veya iki takım örme iğnesi, dairesel düzende dizilmişlerdir ve daire şeklindeki bu hat üzerine açılmış hareket kanalında iğneler olarak hareket ederler.
Bazı yuvarlak örme makinelerinde ise; cağlık ve kilitler döner, iplik hareket eder, iğnelerse sabit olup, sadece kilidin verdiği hareketle ileri-geri gidip gelirler. Bu durum sistem sayısının artmasına pek imkan tanımamaktadır.
Örme dairesel bir düzlemde oluşur ve bir kumaş tüpü oluşturur. Yuvarlak örme makineleri triko (düz örme) makinelerine göre 2-3-4 hatta 8 misli daha hızlı çalışırlar. Ayrıca yuvarlak örme makinelerinde hızın yanı sıra sistem sayısı da fazladır. Triko (düz örme) makinelerinde max 4 sistem yerleştirilebilir ki, bu da çalışacak kısmı arttırır. Yuvarlak örme makinelerinde ise ipliklerin verildiği yerin sabit olması sistem sayısının çoğalmasına imkan vermektedir.
Yuvarlak örme makineleri triko (düz örme) makinelerine göre daha ince (yüksek faynlı) makinelerdir. Bu nedenle yuvarlak örme makinelerinde elde edilen kumaşlar daha ince ve daha zariftir.
Bu genel bilgilerden sonra yuvarlak örme makineleri aşağıdaki başlıklar altında sırası ile incelenmiştir.
A – Yuvarlak örme makinelerinin gelişimi,
B – Yuvarlak örme makinelerinin örme prensibi,
C – Yuvarlak örme makinelerinin temel elemanları.
Yuvarlak Örme Makinelerinin Gelişimi:
Yuvarlak örme makineleri el örmeciliğinden esinlenerek uzun bir süre zarfında oluşan bilgi birikiminin, mekanik yöntemlerle ilmek oluşumu gerçekleştirmeye yönelmesiyle meydana çıkmıştır. İlk olarak İngiltere’de William Lee tarafından 1589 yılında el örme makinesi şeklinde mekanik ilmek oluşumu gerçekleştirilmiştir. Bu makinede ilk çorap üretimi yapılmıştır. Ancak örme iğnelerinin dairesel bir şekilde dizilmesi 1798 yılında Monsievi Decroix tarafından düşünülmüş ve yuvarlak örme makinelerinin temeli bu yıllarda atılmıştır.
İlk pratik kullanılma uygun yuvarlak örme makineleri ise 1836’da Fransa’da Jonve tarafından geliştirilmiş ve daha sonraki yıllarda Berthelot tarafından da gelişimine devam edilmiştir. Bu ilk makineler küçük çaplı, çorap üretimine uygun üretim yapan yuvarlak örme makineleridir. Özellikle örme iğnelerinin yapılarındaki ve iğne hareketlerini düzenleyen sistemlerdeki gelişmeler, yuvarlak örme makinelerinin gelişmesine olumlu etkiler yapmıştır.
Yuvarlak örme makinelerinde 1878’de Griswold çift katlı, RR ribana örme tekniğini, 1910’da da Robert Walter Scott firması interlok örgü tekniğini bulmuştur. 1918 yılında da Wildt firması tarafından iki ucu kancalı iğnelerle ve iğne sürgülerinin bulunmasıyla, LL örme (haraşo örme) tekniği yuvarlak örme makinelerinde uygulamıştır.
Bütün bu gelişmelerden sonra, ancak 1935 yılında Mayer firması tarafından gerçek anlamda ilk yuvarlak örme makinesi yapılmıştır. 1939 yılında da seri üretimlerine başlanmıştır.
İkinci dünya savaşı yıllarında tamamıyla duran bu gelişmeler savaşın bitmesiyle 1946 yılından sonra süper denecek bir gelişme göstermiştir.1963 yılından itibaren tüm tekstil makineleri içinde ilk olarak yuvarlak örme makinelerine elektronik uygulanmıştır. Bazı firmalar ise elektronikten çok, iplik iletme sistemlerini geliştirerek hızı arttırmak ve belli amaçlara yönelik makineler yapma konusu üzerinde durmuşlardır.
Yuvarlak Örme Makinelerinin Örme Prensibi:
Yuvarlak örme makin eleri, iğnelerin yan yana ve dairesel (kovan halindeki) iğne yatakları üzerine açılmış iğne kanallarına dizilmiştir. İğne yatağının dairesel hareketi esnasında kanallar içinde hareket eden iğnelere, iğne yatağı ve kanallar üzerinde hareketsiz ve sabit olarak duran iğnelere hareket veren kilit mekanizmalarının yardımıyla ayrı ayrı hareket ettirilmesi ve buna uygun sabit iplik yatırımı ile örme işlemini yapan makinelerdir.
Yuvarlak örme makinelerinde örme elemanları ve mekanizmaları dairesel olarak yatay veya dikey konumlardaki iğne yatakları üzerinde bulunurlar. Örme işlemi, ipliklerin iğne yatağı çevresine belirli aralıkla sıralanmış çalışma yerlerinde (sistemlerde) bu iğneler topluca dönüş hareketi yaparken aynı zamanda sabit olan kilit sistemlerinden uygun hareketleri almaları ve üzerlerine yatırılan iplikleri çekerek ilmek oluşturmalarıyla gerçekleşir.
Diğer bazı yuvarlak örme makinelerinde ise dairesel düzlem üzerine yerleştirilmiş iğne yatakları, dönüş hareketi yapmaz. İpliklerin yerleştirildiği cağlık ve kilit sistemleri dönüş hareketi yapar. Yuvarlak örme makinelerinde bu konstrüksiyon daha çok LL haroşa tipi ve özel örme makinelerinde kullanılır.
Yuvarlak Örme Makinelerinin Temel Elemanları:
Yuvarlak örme makinelerinde örme kumaşın oluşabilmesi için aşağıda
sıralanmış olan mekanizmalara ve örme elemanlarına ihtiyaç vardır.
Bu mekanizma ve örme elemanlarının uyumlu bir koordinasyon ile
çalışması sonucu örme kumaş meydana getirilmiş olur. Yuvarlak örme makinelerinde temel mekanizma ve elemanlar şunlardır:
– Makine iskeleti (gövde ve şasi),
– Hareket verme ve iletme mekanizmaları,
– İplik cağlığı ile iplik sevk ve kontrol elemanları,
– Örücü makine elemanları,
a) örme iğneleri,
b) iğne yatakları,
c) kilit mekanizmaları (örme çelikleri),
d) iplik kılavuzları (mekikler),
– Desenlendirme mekanizmaları,
– Kumaş çekme ve sarma mekanizmaları,
– Kumanda donanımları,
– Kontrol ve güvenlik elemanları.
Makine İskeleti (Gövde ve Şasi):
Yuvarlak örme makinelerinde makine gövdesi yekpare blok veya birleşik konstrüksiyon halinde yapılan ve bütün hareketli ve hareketsiz çalışan parçaları üzerinde taşıyan, çalışma esnasında makinenin hareketsiz durmasını ve sarsıntılardan etkilenmemesini sağlayan temel iskelet yapıdır.
Yuvarlak örme makinelerinin şasi kısmı ikiye ayrılabilir. Bunlar :
1 – Alt şasi kısmı: Ayaklar motor ve hareket verme şanzıman sistemi ile kumaş çekme aparatını üzerinde taşıyan gövde kısmıdır. Kumaş çekme mekanizması alt şasinin yarı yüksekliğine dizayn edilmiştir.
2 – Üst şasi kısmı: Silindir iğne yatağı ile silindir taşıyıcı gövde ve kapak iğnesi taşıyıcı diskinin oluşturduğu gövde üst kısmıdır.
Fakat RL tek yataklı (plakalı) makinelerde bu iğne yataklarından ve iğne taşıyıcı sütunlardan birisi bulunmaz. Genellikle, tek yataklı makinelerde silindir iğne yatağının kullanımı yaygındır.
Yuvarlak örme makinesinin çalışma emniyetinin ve üretilecek mamülün kalitesinin yüksek olmasının temel şartı, makine şasisinin sağlam ve kalitesinin yüksek olması gerekir. Makinenin şasi kısmının mutlaka burulma sertliğine sahip olması gerekir. Bu şekilde hızlanma ve frenleme esnasında şasi kısmına gelecek zararlar önlenmiş olacaktır. Şasinin diğer bir görevi ise, makine üzerinde oluşacak titreşimleri absorblamaktır.
Makinede yüksek hızın oluşmasından dolayı, elektronik kumanda donatımının makinenin yanına konulması gerekir. Bu sayede, makinede bir arıza oluştuğu anda, makinenin hemen kapatılarak, kumaş üzerindeki oluşacak hatanın minumum seviyede tutulması sağlanmaktadır. Fakat bu makinenin hızlanma süresini uzatır ve sonuç olarak şaside büyük burulma kuvvetleri oluşmasına sebep olur.
Yuvarlak örme makinelerinde iskelet dizaynı yapılırken dikkat edilmesi gereken bazı hususlar bulunmaktadır. Bunlar:
a) Örme kumaş üretimi esnasında çalışan elemanın kumaşı rahat görebileceği ve hatanın oluştuğu anda hatayı tespit edeceği şekilde iskelet dizaynı yapılmalıdır.
b) Makine şasi kısmının, makinenin diğer parçalarının çalışma akışını bozmayacak şekilde yerleştirilmesi gerekir.
c) Hareket ve elektrik donatımlarının tehlikesiz çalışabileceği şekilde dizaynı yapılmalıdır.
d) Makinenin fazla alan kaplamaması gerekir.
e) Çalışma anındaki hareketlere rağmen, sarsıntısız ve dengeli bir halde durabilmesi ve oluşabilecek titreşimleri absorbe etmesi gerekir.
f) Makine şasi kısmının burulma sertliğine ve savrulma güvenliğine sahip olacak şekilde dizaynı yapılmalıdır.
Bunun için yuvarlak örme makinelerinde genellikle üç ayak üzerine dizayn edilmiş ve
yukarı doğru tartan bir iskelet yapısı vardır.
Bu ayaklardan her birine ısı, hareket kontrol ve elektronik mekanizmaları yerleştirilmiştir.
Hareket Verme ve İletme Mekanizmaları:
Yuvarlak örme makinelerinde hareket verme mekanizmalarının asıl görevi, makine işletme güvenliğini ve üretilen kumaş kalitesinin yüksek olmasını sağlamaktadır. O halde modern bir hareket verme mekanizmasından istenilen özellikler aşağıda genel olarak açıklanmıştır.
1- Makinenin, frenlemeden sonra çalıştırıldığı zaman işletme hızına kesintisiz bir şekilde yükseltilmesi gerekir.
2- Oluşabilecek bir arıza anında makinenin geciktirilmeden durdurulabilmesi gerekir.
3- Makine devrinin ve örgünün kontrolü için elle çalışan hareket mekanizmasının olması gerekir.
4- Otomatik seyir için dönme sayısının verilmesi gerekir.
5- Bakım ve temizleme işlemi için devir sayısının verilmesi gerekir.
6- Boşa çalıştırma ve silindir ile kapak iğne yataklarının dönüşünü sekronize eden mekanizmanın, silindir ve kapak iğne rayı arasında bulunması gerekir.
Yuvarlak örme makineleri ya direkt olarak elektrik motoruyla, ya da ortak bir transmisyon teşkilatı ile hareket ettirilirler. Her makine; makine çapı, sistem sayısı, makine inceliği iplik ve örme kumaş özelliklerine göre makine farklı hızlarda ve yüklemelerde çalıştırılabildiğinden, motor gücüde makinenin bu özelliklerine göre değişmektedir. Yuvarlak örme makinelerinde uygun güçteki elektrik motorundan alınan hareket, kasnak vasıtası ile ana mile iletilir. Ana milden de gerekli yerlere uygun dişliler ve şanzıman yardımıyla dağıtım yapılarak;
– İplik sevk hareketi organlarına,
– Örücü üniteye (iğne yataklarına ve örme mekanizmalarına),
– Kumaş çekme ve sarma kısımlarına iletilir.
Bazı makine konstüksiyonlarında ise aynı hareket kaynağından
yararlanılarak toz üflemek için pervane donatımına, toz emme teşkilatına, hava üfleme ve yağlama teşkilatına da hareket verilebilmektedir. Özellikle pervane, toz emme ve yağlama teşkilatları ana motordan ayrı olarak, küçük özel motorlardan aldıkları hareket ile çalıştırılmaktadır.
Bu tür makinelerde genellikle hareketin ayrıntılı olduğu yer örücü ünitelerdir. Örücü üniteye gelen hareket ;
– İğne yataklarına (iğneler hareketli, kilit sabitse),
– Kilitlere hareket veren yatağa ve cağlığın topluca dönmesini sağlayan bloğa (iğne sabit, kilit hareketli ise),
– Jakar donatımı varsa iğne hareketiyle birlikte seçim ve dönme işlemi için jakar donatımına iletilir.
Makinenin durmasından sonra, iğnelerin ve diğer örücü elemanlarının
hareketlerini daha rahat bir şekilde izleyebilmek amacıyla, makinenin yan tarafında bulunan bir kol vasıtası ile mekanik olarak el ile döndürülmesi sağlanır.
Yuvarlak örme makinelerinde motordan alınan hareketin diğer aksamlara iletilişi üç şekilde olur:
1- Alın dişlisi tertibatı ile,
2- Konik dişli tertibatı ile,
3- Sonsuz dişli tertibatı ile.
Yakın zamana kadar konik dişli kullanılmaktaydı. Bu prensipte hareket
eden motor ve şanzıman dışarıda olduğundan hareket mil vasıtası ile dışardan veriliyordu. Bu durum;
– Makineye gelen yükü arttırır,
– Çalışan kişi için tehlikeli ve zordur,
– Süratli çalışmaya imkan tanımamaktadır.
Daha sonra ise daha süratli, dengeli ve güvenli olan sonsuz dişli
geliştirildi. Alın dişlisi ise daha kullanışlıdır. Hem çok daha süratli hem de bu düzenek makine gövdesi içinde yapıldığından temiz ve güvenlidir.
İplik Cağlığı ve İplik Sevk, Kontrol Elemanları:
Yuvarlak örme makinelerinde örme işlemine katılan iplikler, bobinler halinde hazırlanır. Bu iplik bobinleri, ipliklerin düzgün bir şekilde örme bölgesine sevk edilmesi için cağlık adı verilen bir taşıyıcı üzerine yerleştirilmiştir.
Yuvarlak örme makinelerinde cağlıklar eski tip makinelerde makinenin üst kısmına bağlı olarak dairesel bir şekilde yapılmıştır. Yeni tip makinelerde ise makineden bağımsız olarak ayrı bir parça halinde dizayn edilmiştir.
İmalatı ilk olarak yapılan yuvarlak örme makinelerinde ipliklerin, yani cağlığın dönmesi söz konusuydu. Bu nedenle, zorunlu olarak cağlık makinenin üst kısmına dairesel bir düzenle yerleştirilmiştir. Yerleştirme önceleri, üstten cağlıklı makinelerde tek boyutlu olarak düşünülüyordu. Taban alanı cağlığın genişliği kadar boş kalacağından yerleştirmede yer sarfiyatı açısından sorun çıkmıştır. Üstten cağlıklı sistemle çalışmada sistem sayısının artması halinde büyük problemler yaratmaktadır. Çünkü sistem sayısının artması ile bobinleri yerleştirmede sorunlar çıkacaktır.
Özellikle bir mekiğe iki tane ipliğin beslendiği durumlarda iplik cağlığına sistem sayısının iki katı kadar iplik yerleştirileceği için yukarıda anlatılan sorunun önemi kendini daha çok belli edecektir. Ayrıca ipliklerin üst cağlığa yerleştirme zorluğu, iplik kopuşlarında bağlama zorluğu, kütlesel ağırlığının fazla olması, iş kazalarına sebebiyet verebilme riski vb. nedenlerden dolayı son zamanlarda üstten cağlık sistemi yavaş yavaş terk edilmeye başlamıştır.
Bugün daha çok yandan ve yerden besleme tipi cağlıklar tercih edilmektedir.
Bu durum ise yer tasarrufu sağlar, büyük bobin kullanabilme imkanını arttırır. İplik rezerve kontrolünün rahat bir şekilde yapılmasını sağlar. Daha rahat ve güvenilir çalışılabilmesi bakımından ve yüksek sistemli makinelere çok uygun olması vb. sebeplerden dolayı yandan cağlık sisteminin kullanımı artmıştır.
Buna ilave olarak son yıllarda cağlıklar kapalı bir fanus içine alınmıştır. Fanusun içinde özel bir klima tertibatı vardır ve iplikler buradan borulara iletilir. Böylece ipliğin tozlanması önlenmiş olmakta ve iplik dış ortam klimasıyla ilişkili olmadığından neme doymuş olarak ve en sağlam halinde bulunacaktır.
Cağlıktaki bobin üzerinden sağılan iplikler, örme iğnelerine gelinceye kadar şu kısımlar üzerinden sevk edilirler
a)Kalınlık (düzgünlük) yoklama ve kontrol elemanları:Çalışılan ipliğin numarasına bağlı olarak farklı iplik geçme delikleri bulunur. Her iplik numarasına uygun delikten geçirilmelidir ki, bu şekilde kalın ve hatalı kısımlar örücü iğnelere geçemeden, hatalı ipliğin kontrol edilerek, örme hatalarının önlenmesi sağlanmış olunur.
b)Gerginlik kontrolü ve sinyal lambaları:Gerginliği fazla olan ve kalınlık yoklama kısmından zor geçen ipliklerin, örme kumaş üzerinde hata oluşturmaması için, ipliğin gerilimin etkisi altında kontrol lambası yanması suretiyle makinenin durmasını sağlarlar.
İplik Sevk Sistemleri:
İplikler yukarıda belirtilen ön kontrollerden geçtikten sonra örgünün iplik ihtiyacına göre, çeşitli ayar durumlarına uygun şekilde, belirli bir sevk hızı ve gerilimle örme iğnelerine iletilirler. Bunun için yuvarlak örme makinelerinde kullanılan iplik sevk prensipleri şunlardır.
a)Negatif iplik sevki:İpliklerin serbest olarak, yalnız gerginliğin kontrol altında tutulması ile uygulanan, örgünün şekline göre ve örme ayarlarına bağlı olarak aşağıdan örücü elemanların ipliği çekmesi yöntemidir. Buna kuvvet bağlı iplik sevki de denilebilir. Desenli örgülerde her beslemenin farklı olduğu durumlarda ve özel hallerde kullanılabilir. Bu yöntemde ilmek düzgünsüzlükleri tam kontrol edilemez. Ringel ve jakarlı makinelerde uygulanır.
b)Pozitif iplik sevki:İpliklerin merkezi bir mekanizma ile hız ve sevk miktarlarının ayarlanarak, örme ilmeğine ihtiyacı kadar olan ipliğin üstten beslenerek sevk edilmesidir. Buna, şekle bağlı iplik sevki de denir. Bu prensipte ilmek boylarına gelen iplik eşitlenebilir. Doku kalitesi daha düzgün ve yüksek olur.
Bantlı ve dişli iplik sevk prensipleri pozitif sevk prensibinin en belirgin örnekleridir.
c)Birleşik iplik sevki:İpliklerin gerginliklerinin, pozitif şekilde rezerve edilip, negatif şekilde çekilmesi veya hem gerginlik hem de sevklerinin pozitif olarak yapılabildiği yeni yöntemler geliştirilmiştir. Böylece daha iyi bir iplik hız ve gerginlik kontrolünün sağlanması ile, verimli bir çalışmanın ve kaliteli bir dokunun elde edilmesi sağlanmış olur.
Yukarıda anlatılan iplik sevk sistemlerini gerçekleştiren sevk ediciler aşağıdaki başlıklar altında açıklanmıştır.
a) Band furnisörü
b) Yığmalı (rezervli) furnisör
c) Dişli furnisör
d) Ruleli furnisör
a) Band furnisörü: Çoğunlukla büyük çaplı yuvarlak örme makinelerinde kullanılan band furnisörleri özellikle her sistemdeki iplik miktarını sabit tutmak amacıyla kullanılırlar. Her sistemin üzerinden sonsuz band geçen bir role takılmıştır. Band hareketini bir alın dişlisi üzerinde bulunan kasnaktan alır. Kasnak çevresini büyültüp küçültmek suretiyle, band hızı değiştirilir ve sevk edilen iplik miktarıda değiştirilebilir. İpliklerin hepsi aynı hızla çalışır ve bu sistemde bobin üzerine direkt
düğüm yoklayıcısı da yerleştirilmiştir. Elektrikli kopuk yoklayıcı üzerinden iplik, band
furnisöre gelir ve iplik band ve role arasından dönen bandın hızına uygun olarak bobinden çekilir.
Eğer bu sistemde, iplik, role ile band arasından sevk ediliyorsa pozitif iplik sevk sistemi ile, aksi halde yani iplik bant altından sevk edilmiyorsa negatif olarak iplik sevkiyatı gerçekleştirilir.
b) Yığmalı (reserveli) furnisör: Daha çok jakarlı yuvarlak örme makinelerinde uygulanan iplik sevk sistemidir.
Jakarlı örgülerde bahsedilen pozitif iplik sevkine uyan furnisörler kullanılmaz veya iptal edilir. Çünkü her sistemde iğnelerin farklı hareketleri, farklı iğne seçimi nedeni ile farklı miktarda iplik gerekmektedir.
Bobinden çıkan bozuklukları kapatmak ve iğnelere gerekli ipliği, değişmeyen gerginlik altında vermek için yığmalı furnisörler kullanılmaktadır.
Furnisör üzerindeki iplik miktarı, iplik cinsine bağlı olarak 5 ile 20 metre arasında değişir.
c) Dişli furnisör: Tüm sistemlerde birbirinden bağımsız olarak bulunan konik dişli şeklindeki, dişli iplik sevk ediciler, merkezi ayarlama ile çalışarak, iğneye gidecek olan gerekli iplik miktarını ayarlarlar. Dişlilerden biri makine hızına uygun olarak dönerken, ikinci dişli ise diğeriyle kavrama durumundadır. Dişliler birbirini ne kadar çok kavrarsa, iğnelere o kadar fazla iplik sevki gerçekleşir.
d) Roleli furnisör: Yüksek hızla dönen, yüzü parlatılmış konikten yapılmıştır. İplik katlar halinde konik çevresine sarılır ve buradan da iplik kılavuzuna gider. Yüksek bir iplik sevki için, üzerine hızla alınan iplik gerginliği yükselerek gerilim farkları giderilir ve farklı gerilimdeki ipliğin ilmek yapması önlenir.
Makine üzerinde örme işlemini yapan, hareketli ve hareketsiz kısımlar örücü makine elemanlarını oluşturmaktadır. Örücü makine elemanları 4 kısımdan oluşmaktadır. Bunlar; :
a) Örme iğneleri,
b) İğne yatakları,
c) Kilit mekanizmaları,
d) İplik kılavuzu.
a) Örme iğneleri: Yuvarlak örme makinelerinde tek ucu kancalı iğnelerle, yuvarlak örme haroşa makinelerinde ise çift ucu kancalı iğnelerle çalışılmaktadır.
Esnek uçlu iğne ise; hızlı çalışmaya ayak uyduramadığı, yeni desenlendirme imkanlarına uygun olmadığı, dayanıksız olduğu ve sistem sayısını azalttığı için yuvarlak örme makinelerinde bugün önemini yitirmiştir.
Çözgülü örme makinelerinde kullanılan ve hızın artmasında büyük rolü olan sürgülü iğneler ise yuvarlak örme makinelerinde uygulamaya çalışılmaktadır.
b) İğne yatakları: Basit olarak yuvarlak örme makineleri, triko (düz örme) makinelerindeki iğnelerin daire şeklinde yerleştirilmesi ile elde edilmiştir denebilir. Ancak burada iğneler, iğne yatağındaki iğne kanallarına yerleştirilmiş olup, bu kanallar üzerinde bulunan hareketsiz kilit parçaları tarafından ilmek hareketinin yaptırılması için tahrik edilirler. İğne yataklarının numarası makinede kullanılacak iğnelerin numarasını daha doğru bir deyimle makine inceliğini belirler.
İğneler arası mesafe fazla yani iğne yatakları arasındaki set mesafe geniş ise, ilmekler daha büyük olacaktır. Aksi halde doku daha sık olacaktır. Yuvarlak örme makineleri, piyasa tabiriyle tek plakalı veya çift plakalı olarak üretilirler. RR tek plakalı yuvarlak örme makinelerinde genellikle, sadece silindir yatağı olarak tabir edilen iğne yatağı bulunur ya da çift plakalı makinelerin sadece silindir yatağı iğneleri veya kapak yatağı iğneleri çalıştırılarak tek plakalı halde kullanılır.
RR çift plakalı yuvarlak örme makinelerinde ise silindir yatağı ve kapak yatağı olmak üzere iki adet iğne yatağı bulunur. Bu iğne yatakları haroşa LL örme makinelerinde üst üste aynı hizada birbirini karşılayacak şekilde yerleştirilir.
Çift plakalı yuvarlak örme makinelerinde silindir ve kapak iğneleri birbirleri ile 90 derecelik açı altında, dik konumda çalıştırılmaktadır. Kapak iğne yatağı silindir iğne yatağının üstüne monte edilmiştir.
Ayrıca iğneler, silindir ve kapak iğne yatakları üzerinde birbirlerine göre dik fakat çapraz olarak yerleştirilebilmesi ile ribana düzeninde, yuvarlak örme makineleri oluşturulur. İki çeşit iğne kullanılarak, iğnelerin, silindir ve kapak iğne yatakları üzerinde birbirlerine göre dik ve karşılıklı olarak yerleştirilmesi ile de interlok düzeninde yuvarlak örme makineleri oluşturulur.
Diklemesine iğne kanallı ve iğnelerin iniş-çıkış hareketi yapmasına göre yapılan iğne yatağına silindir yatağı, iğnelere silindir iğnesi, yatay kanallı ve iğnelerin gidiş-geliş hareketi yapmasına göre yapılan iğne yatağına kapak yatağı ve iğnelerine de kapak iğneleri denir.
Bu tür iğne raylarında iğneler hem ileri-geri, hem de rayla birlikte dairesel olarak hareketlidirler.
İğne yataklarının yani rayların birbiri ile olan aralıkları iyi ayarlanmış olmalıdır ki, istenen bir çalışma yapılabilsin. Bu şekildeki ray sistemi esnek ve kancalı uçlu iğne ile çalışmaya göre yapılır.
Yuvarlak örme makinelerinin iğne yatakları makine iğnelerini belirleyen aralıklarla açılmış kanalları olan ve bu kanallara iğnelerin yerleştirildiği makine elemanlarıdır.
Yuvarlak örme makinelerinde iğne yatakları, daire şeklindedir ve üzerine yerleştirilen iğnelerle birlikte dönüş hareketi yaparlar. İğne yatakları hem bu dönüş aşınmaya dayanıklı, üstün nitelikli çelik veya çelik alaşımlarından yapılır. Ayrıca çok iyi bir şekilde yüzey tesfiye işleminden geçirilirler.
İğne yataklarının yapımında başlıca üç hususa önem verilmesi gerekir. Bunlar:
1 – İğnelerin her türlü hareketine uygun olması gerekir,
2 – Kilidin üzerinde rahatlıkla hareket edebilmesi gerekir,
3 – İplik kılavuzunun hareketine elverişli olması gerekir.
c) Kilit mekanizmaları (örme çelikleri): Yuvarlak örme makinelerinde klasik konstrüksiyonda kilit mekanizmaları sabit olarak görev yaparlar.
İğne ve platin kilitlerin temel görevleri, istenilen örme şekline göre iğnelerin tek tek hareketlerini sağlamak, örgü hareketlerini düzenlemek ve ilmek sıklığını ayarlamaktır.
Hareketin büyüklüğü iğnenin ebatına, formuna ve tutma düşürme platinine bağlıdır.
Bundan başka eğer değişik ayak boylarında iğnelerle veya yardımcı platinler ile çalışılıyorsa bunların çalışması veya çalışmaması için seçme görevini de yapabilirler.
Bu görevlerini iyi bir şekilde yerine getirebilmek için kilit mekanizmalarında aşınmaya dayanıklı, üstün nitelikli çelik veya çelik alaşımlarından yapılması gereklidir.
İğne, kilit içindeki kanallarda hareket ederken şu pozisyonlardan geçer:
1-İlmek için tam yükselme pozisyonu
2-Askı için yarım yükselme pozisyonu
3-Atlama için düz bir kanal içerisinden (yükselmesiz) geçme pozisyonu
4-Mekanizmanın geliş kısmına ileri geri veya yukarı aşağı hareketli ek bir parça ile ilmek boyu ve sıklık pozisyon ayarı
5-İlmek aktarma pozisyonu
Kilitler silindir ve kapakta olmak üzere, makinenin inceliğine ve çapına bağlı olarak sistem sayısı ile besleme sayısının adedi ile aynı olmalıdır ki her sistemde ayrı bir örgü hareketi ve ayarı yapılabilsin
Yukarıda sayılan hareketlerin yapılabilmesi için buna uygun kilit parçası lazımdır. Bunlar:
-İğne kaldırıcı: İğnelerin normal düz konumundan örme pozisyonuna getirir.
-İğne indirici: İğneleri aşağıya indirmede yardımcı olan karşılama parçasıdır. İğneleri normal pozisyonundan ilmek sıkma ve düşürme pozisyonuna getirir.
-Karşılama parçası: Bu parça iğneleri, ilmek sıra pozisyonundan normal pozisyona getirir.
-Emniyet ve iğne sevk parçaları: İğnelerin düzgün bir şekilde sevkini sağlar ve aynı zamanda kilidin üst kısmını kapatır.
-Kilit mekanizması içinde ilmek sıralarının düzgün olarak yapılmasını sağlamak amacıyla, ilmek sıklığını ve yüksekliğini ayarlayan bir sıklık parçası vardır.
d) İplik kılavuzları (mekikler): Yuvarlak örme makinelerinde iplik kılavuzları çeşitli şekillerde değişik örme araçlarına göre yapılabilen, üzerinde ipliğin geçtiği kanal ve gözleri bulunan örmeye yardımcı elemanlardır. Her sistem için en az bir adet olmak üzere iplik kılavuzu yerleştirilir.
İplik kılavuzlarının yuvarlak örme makinesindeki ana görevleri bobinlerden gelen kontrol edilmiş, gerginliği ayarlı ipliği örme iğnelerine en uygun şekilde yatırarak vermektir. Bundan başka örme esnasında serbest kalan kapanacak iğne dillerini tutmak ve kapanmasına engel olmak görevini de yerine getirirler.
Her sistemde incelik ve sistem genişliğine göre çalışan iğne sayısı, iplik kılavuzu genişliğini belirler. İplik kılavuzu genişliği ise makine inceliği ve kilit konstrüksiyonuna bağlı olarak değişir. İplik kılavuzunda, arasında iplik sevk edilen özel bir delik açılmıştır.
İplik kılavuzunda ipliğin kesilmesini önlemek için delikler porselen vb. ile kaplanmış ve iğneye zarar vermemesi için iğne tarafındaki iç yüzü sertleştirilerek iyice parlatılmıştır.
*Yuvarlak örme makinelerinde iplik kılavuzu (mekik) ayarı:İğnelere doğru iplik beslemesi, iplik kılavuzunun doğru yerleşimine ve ilmek yüksekliğine hareket eden dillerin tam kapanmalarına bağlıdır. İplik kılavuzu silindir iğneleri arasındaki ayar kancalı-dilli bir silindir iğnesinin geçebileceği şekilde olmalıdır. Silindir iğneleri ile iplik kılavuzu arası ayarı, yaklaşık kısa dilli iğnelerde 0,5 mm. uzun dilli iğnelerde 1 mm. kadardır. Bu aralık daha küçük olduğunda, iğne dilleri eğrilebildiği gibi iğne kancaları
da yıpranabilir. Ayar büyük olursa da iplik yatırımı güvenli olmaz. İplik kılavuzu iğnelerle öyle mesafede olmalıdır ki, kapalı dil besleyicinin arkasından ve altından ona değmeden geçebilmelidir.
Makine çift plakalı ise kapak iğneleri ile iplik kılavuzu arasında da ayar yapmak gerekir. Burada da iplik kılavuzu, kapak iğne dillerine değmeyecek şekilde ayar yapılır. Ayrıca iplik kılavuzlarının kendi aralarında ve topluca ayarları da uyumlu olmalıdır.
Süprem:
Tüm iğnelerin ilmek oluşturmasıyla meydana gelen kumaşlardır. Tek sistemde tek iğne ve sadece tek çalışma şekli kullanılmasıyla elde edilirler.
Lakost:
Tek ve çift toplamalı lakost olarak iki şekilde elde edilir. Tek toplamalı lakost dört sistemde, çift toplamalı lakost ise altı sistemde oluşur. İki çeşit iğne ve iki çeşit çelik kullanılarak oluşturulurlar. Stabilitesi yüksek bir yapıya sahiptir.
Kumaş tek katlı yapıya sahiptir. RL örgü konstrüksiyonudur. Önde R ilmek ortada ise L ilmek mevcuttur. Fakat bu L ilmekler süprem kumaştaki gibi belirgin değildirler. Bu, örgü yapısından kaynaklanır.
Lakost kumaşlar askı-ilmek kombinasyonundan üretilirler. Bir sıra ilmek-askı-ilmek-askı şeklinde giderken diğer sıra; askı-ilmek-askı-ilmek şeklinde gider. Çift toplama lakost ise yukarıda tanımlanan sıralar ikişer defa tekrarlanmasıyla oluşur. Bu kumaşı oluşturmak için iki iğne kanalına ve uzun-kısa ayaklı olmak üzere iki çeşit iğneye ihtiyaç vardır.
Kumaşın yüzey özelliği ise; çift toplama lakost örgünün ön yüzünde R ilmekler mevcuttur. Orta yüzeyde ise askı formu oldukça belirgin bir şekilde fark edilir. Kumaşın boyuna esnekliği az, enine esnekliği süprem kumaşlara göre daha iyidir. Dolgun bir tutum vardır. Kullanım alanı ise; spor alt-üst giyimlerde klasik lakost T-shirt geniş bir kullanım alanına sahiptir. Yatak kıyafetlerinde de kullanılır.
Vanize:
Doku oluşumu süprem örgü sisteminden farklılık göstermez. Buradaki tek fark iplik beslemesinin çift iplikle oluşmasıdır. Aynı noktadan iki iplik beslemesiyle elde edilir. Beslenen iplik hammaddesi aynı veya farklı materyalden oluşabilir.
İki İplik:
Bu örgü iki farklı numarada iplik kullanılarak dört sistemde oluşturulur. Mekik üzerinden öncelikle kumaş yüzeyinde görülecek iplik, arka delikten ise daha çok ters yüzünde görülecek iplik geçirilir. Arka yüzde görülecek iplik daha kalın numarada olan ipliktir.
İki iplik kumaşlar tek plakalı platin donatımlı yuvarlak örme makinelerinde üretilmektedirler.
Bu kumaş özel platinler yardımıyla oluşturulmuştur. İki iplikle çalıştırılmıştır. Astar iplikler askı formu kazanarak arka yüzeyde yer alırlar.
İlk sırada ön yüzde görülen iplikler tüm iğnelerle örülür. İkinci sırada bu astar iplikleri platinlerin etkisiyle üç iğne atlayıp astar formunda yer almıştır. Ön yüzde bu astar iplikler görülmez, normal ilmekler mevcuttur. Arka yüzeyde ise tamamen astar iplikler hakimdir. Kumaşın enine-boyuna esnemesi oldukça sınırlıdır. Bu özellik astar ipliklerinin örgüye kazandırdığı sağlamlıktan kaynaklanır. Kumaşın dolgun bir tutumu vardır.
Üç iplik:
Bu örgü yapımında üç iplik kullanılır. Kullanılan üç iplikten ikisi aynı numara diğeri farklı numara ipliktir. Bunlardan birincisi kumaş yüzeyinde, diğeri arada dolgu görevi yapar. Kalın olan iplik ise kumaş tersinde görülmektedir. Kullanılan iplik, zemin ipliği ve bağlantı ipliği Ne 30/1, astar ipliği olarak 10/1 karde ipliği kullanılır.
Ayrı ayrı üç ipliğin (zemin, astar ve bağlantı ipliği) daha sağlam yapı oluşturacak ters yüzey meydana getirecek şekilde örülmesiyle elde edilen örgü çeşididir.
İki ipliğe göre ağır ve gramajlıdır. Bu örgülerin en önemli özelliği kalın ipliğin yüzeyde daha az görünmesi sağlanarak iki yüzeyi farklı renk kumaşlarda yüzey görüntü niteliği sağlanmıştır
Üç iplik örme kumaşlar tek plakalı yuvarlak örme makinelerinde kullanılır. Üç iplik makinelerinin süprem makinelerinden farkı mekik, platin, iğne ve kilitlerin yapı ve dizilişlerinin üç iplik için özel olmasıdır.
Üç iplikli örme platin dizimlerinin değişik şekilde hazırlanması ve üç ayrı kanaldan iplik beslenmesi yapılması ile elde edilen örgü çeşididir. Örgüde aynı numarada kullanılan iki iplikten biri zemin, diğeri ise bağlayıcı ipliktir. Üçüncü iplik ise bağlayıcı iplikten daha kalın olan hav ipliğidir ve kumaşın tersinde atlama şeklinde görülür. Kumaş ön yüzü normal R ilmekli çubuklara sahiptir. Arka yüzeyde ise file görünümlü bir yapı vardır. Bu fileli görünüm astar ipliğin atlamasından kaynaklanır. Bu kumaşın enine stabilitesi iyidir. Elastikiyeti ise son derece sınırlıdır.
İnterlok:
Bu kumaş, piyasada interlok kumaş adıyla tanınır. Kumaş çift katlı yapıdadır. RR örgü sitrüktüründedir. Her iki yüzünde de ilmek R ilmek çubukları görülür. Kumaş enine esnetilse L ilmekler görülmez. Bütün interlok kumaşlar çift plakalı yuvarlak örme makinesinde üretilirler.
İnterlok kumaşlarda örme tekniği iğne düzenine bağlıdır. Her iki rayda iğneler
karşılıklı pozisyondadır ve iğneler bir kısa bir uzun şeklinde dizilir. Karşılıklı bulunan iğnelerden biri uzun biri kısadır. İnterlok örmede üretim yarı yarıya düşer. Çünkü iki kursda bir sıra örülmüş olur.
Kumaşın her iki yüzü de dengeli ve homojendir. İlmek çubukları her iki yüzde de karşılıklıdır. Her iki yüzde kullanılabilir. Ön ve arka yüzü pürüzsüzdür. Sıkı bir yapıya sahiptir. Örgü raporu çift plakada ve karşılıklı oluştuğu için ve kullanılan hammaddelerinde aynı kalması kaydı ile üretilen en kalın tek iplikli kumaştır. Dikey yönde yatay yöne göre daha yüksek bir elastikiyet ve esneklik özelliğine sahiptir. Boyutsal stabilitesi ve şeklini koruma özelliği yüksektir. Kenarlarda kıvrılma gözlemlenemez .
Ön ve arka yüzey arasında hava olduğundan daha iyi ısı yalıtım özelliğine sahiptir. İç giyim ve özellikle spor üst giyimlerde geniş bir kullanıma sahiptir.
Penye Ribana:
Kumaş çift katlı yapıda olup her iki yüzde de R ilmek çubukları görülür. Kumaş enine esnetildiğinde çubuklar arasında L ilmekler görülür.
Tipik RR strüktüründedir ve iplik sırayla ön ve arka rayda örülür. Bu iplik örülme nedeniyle ribana kumaşların enine yönde yüksek büzülme ve elastikiyet özellikleri vardır. Kumaş dengeli bir yapıya sahiptir. Bu nedenle kesim kenarlarında kıvrılma görülmez.
Yuvarlak örme penye ribana kumaşlar iç giyim, yazlık ve dış giyimde kullanılır.
Selanik:
Kumaşın arkasında boyuna yönde belirgin fitil yapıları görülürken, ön tarafta birbirine bitişik R ilmek çubukları gözlemlenmektedir.
Selanik kumaşların örülmesinde örgü iki sırada bir sıra olarak yükselir. Yani arkada bir ilmek sırası önde iki ilmek sırasına denk gelir.
Yuvarlak örme selanik kumaşların stabil, tok ve sıkı yapıları vardır. Ribana kumaşlar enine yönde %5-10 arasında bir esneme gösterir ağır bir kumaştır.
Bayan, erkek, çocuk ve bebek dış giyiminde, ceket, hırka,kazak yapımında kullanılırlar. Kısmen iç giyimde de kullanıldıkları gözlemlenmiştir.
Kaşkorse:
Kumaşın her iki yüzünde de R ilmekler mevcuttur. Kumaş esnetildiğinde aralarda kalmış L ilmekler görülür.
Kaşkorsedeki oluşum tekniği, 2 iğne çalışır 2 iğne çalışmaz şeklindedir. Önde 2 iğne çalışmazken arkada 2 iğne çalışmaktadır. Böylece kumaş fitilli bir yapıya sahip olmaktadır.
Kaşkorsede yapı özelliğinden kaynaklanan bir esneme söz konusudur. Süprem örgülere göre daha iyi enine esnemeye sahiptirler. Bu yüzden lastik örgü de denir.
Kumaşın her iki yüzünde de R ilmekler hakim durumdadır. Homojen bir strüktüre sahiptir. Kumaşın her iki yüzündeki görüntü ve özellikleri aynıdır. Her iki yüzü de ön yüz olarak kullanılabilir.
Kısmen iç giyimde olmakla beraber, dış giyimde de yazlık hırka ve yelek biçiminde kullanım alanı bulurlar. Genellikle bayan iç ve dış giyiminde tercih edilir. 1*1 ribana kumaşlara göre daha az esnek ve dolgun bir yapısı vardır. Sıhhi ve rahat bir kullanımı vardır. Bakımı problemsizdir. Ütülenirken enine yönde gerdirilmeden işlem yapılmalıdır.
Yuvarlak Örme Havlu (İlmek Havlı) Kumaşlar:
Örme havlu kumaşlar havlu örme tekniğine göre iki ipliğin aynı anda örme bölgesinde örücü iğnelere beslenmesiyle üretilen jarse örme ürünleridir. Kumaş örüldüğünde, ipliğin biri önde birisi arkada görülebilir. Ayrıca burada birinci iplikler öbür ikinci ipliklerden daha uzun halkalar oluşturabilir. Örülmeden sonra kesme ve tıraşlama yapılmaz. İlmek halkaları dokuma havluluk kumaşlarda olduğu gibi kesilirse, hav haline getirilerek belirli bir amaç için fırçalanırsa örme kadife kumaş elde edilir.
Yuvarlak örme havlu kumaş üretiminde kullanılan örme makineleri tek plakalı yuvarlak örme makineleridir. Yuvarlak örme havlu kumaş makinelerinin en belirgin ayırıcı özelliği ilmek havı oluşturmak için özel bir tertibatla yerleştirilmiş hav ipliklerini kumaş yüzünde 1,5-3,5 mm kadar dışarı çeken ilmek havı oluşturma platinlerine sahip olmasıdır. Elektronik iğne kontrollü mini jakarla kombine edilerek desenlendirme olanağına sahiptirler. Genellikle 26-30 pus arasında ve 16-18-20-22 fein inceliğinde üretilir.
Örme havlu kumaş makinelerinde çift gözlü iplik kılavuzlarından iki iplik aynı anda örme iğnelerine yatırılır. Bu nedenle kumaştaki her ilmek, bir zemin ipliği ve bir havlu ipliği olmak üzere iki ayrı iplikten meydana gelir. Havlu yüzeyi oluşturan halka kav ipliği ile oluşur. Hav iplikleri, özel tertibata sahip hav platinleri ile dışarıya çekilir ve kumaşın ilmek havını oluşturur. Zemin iplikleri ise örme kumaşın temel yapısını oluşturur. İlmek havaları dokuma havluluk kumaşlarda olduğu gibi kesilirse, hav haline getirilirse ve fırçalanırsa örme kadife kumaş elde edilir.
Örme havlu kumaşlar plaj giysisi, elbise, çocuk giyim, havlu, bornoz ve bazı alanlarda kullanıldıkları gibi son yıllarda bilhassa yatak çarşafı, nevresim ve bazı maksatlar yanında sportif ve tıbbi amaçlar için de tercih edilmektedirler.
İplik üretimi tekstil teknolojisinde en önemli konulardan biridir. Hem bir tekstil ürünü hem de daha sonraki işlem kademeleri için bir hammadde sağlayabileceğimiz bir ipliğin sahip olduğu özellikler, bundan yapılacak dokuları doğrudan doğruya etkilemektedir. Üretim yapılacak doku çeşidine göre uygun ipliğin seçimi çok önemli bir konudur.
Örme ipliğin kullanılacağı makineye istenen doku kalitesinde uygun olarak seçilmesi ayrı bir önem taşımaktadır.
Örme İpliğinin Yapısal Özellikleri:
Örme ipliğinin, örme kumaşta bulunması gereken hacimli, dolgun ve yumuşak tutumu verebilmesi için büküm katsayısı düşük olmalı. İplik yumuşak ve dolgun bir yapıya sahip olmalıdır. Dokuma ipliği; büküm, numara, düzgünlük gibi birçok özellikler bakımından örme ipliklerinden farklıdır.
Örme İpliklerinde Kullanılan Hammaddeler:
Yün, pamuk, polyester, polipropilen, akrilik, asetat, nylon ve de baş sentetik maddelerdir. Karışım iplikler saf ipliklerdir. Daha çok kullanılır. Tekstil ipliklerinde örme kullanımı yaygınlaşmıştır.
Örme ipliklerinde aranan en önemli özellik düzgün yüzeyli olmasıdır. Düzgün yüzeye sahip olan iplik, örme işlemi sırasında iplik kılavuzlarında, sevk organlarında örücü elemanlara iplik arasında çalışma rahatlığı sağlar.
İpliğin ana makinede örülüşü sırasında kılavuzlarla sevk ve örme elemanlarıyla arasındaki sürtünmeyi azaltmak, statik elektriklenmeyi önlemek için örme ipliğinin yapılanması ve parafinleme gibi işlemler uygulanır.
Örme İpliklerine Uygulanılan Hazırlık İşlemleri:
Örme ipliklerine uygulanılan hazırlık işlemleri şunlardır:
– İpliğin kendi özellikleri ve doku özellikleri göz önünde bulundurularak katlanması,
– İpliğin bobinlenmesi,
– Antistatik yağlarla yağlanması,
– Buharlama işlemi.
Yuvarlak örme makinelerinde kontrol elemanları, mekanik, elektrikli ve optik olarak çalışan, bir hata oluşumunda örme işleminin hatalı olarak devam etmemesi ve makinenin zarar görmemesi için makineyi hemen durduran güvenlik elemanlarıdır. Kontrol elemanları yuvarlak örme makinelerinde iplikler için, iğneler için ve kumaş için tertiplenmiştir. Bu tertibatlar;
a) İplik kontrol elemanları:İplik kontrolü, iplik sevkini ve iplik beslemesini tamamlayan bir işlemdir. İplik kontrol elemanları aşağıda sırası ile açıklanmıştır;
b) Gerginlik yoklayıcı: İpliklerin kılavuzlara belirli bir gerginlik altında verilmesini sağlamak amacıyla konulmuşlardır.
Makine üzerinde, iplik gerginliğin belirli bir değerin üzerine çıkmasına müsaade etmeyerek, kırmızı ışığı yakar ve makine durur.
c) Kopuş yoklayıcı: İplik kopmalarında veya iğne hasarlarından doğan sorunlarla elektromağnetik veya mekanik koparma faaliyete geçer.
d) Düğüm yoklayıcı: İğnelere hatalı iplik gitmesini önler. İplikteki çok kalın yerler, düğümler vs. bu yoklayıcılardan geçerken takılır. Eğer bu iplik kontrol edilmeden giderse iğneye hasar verebilir.
e) Koparma tesisatı: İplik durdurucu ve iğne denetleyicisinden oluşur. Makinede doğacak sorunlarda, iplik durdurucu ve iğne denetleyicisi ipliğin kopmasını sağlar ve makineyi durdurur.
f) İğne kontrol elemanları: İğne kontrol elemanları iğne dili fırçaları ve iğne kontrol dedektörleridir.
a) İğne dili açıcısı yuvarlak fırçalar: Makinenin çevresi boyunca kapak ve silindir iğneleri için bir çok dil açıcısı fırça yerleştirilmiştir. Bu fırçalar her hangi bir sebeple açılamayan iğne dillerinin açılmasına yarar. Fırçaların serbest hareketli, yumuşak kıldan yapılmış olması faydalıdır.
Yuvarlak fırçanın görevi, silindir ve kapak tarağını temiz tutmak, birikmiş elyaf kümelerini uzaklaştırmak, iyi bir fiyonk, temiz bir kumaş elde etmek için önemlidir. Silindir yatağına tertiplenmiş fırçalar, dik duran silindir iğnelerini 30derecelik bir açı ile durur.
b) İğne yoklayıcılar: İğne kırılmalarında ve hatalarında kırmızı sinyal vererek makineyi durduran ve bu sayede de arızanın nerede olduğunun tespit edildiği iğne kontrol elemanlarıdır. Makineyi durdurma olayı, iğne dilinin herhangi bir sebeple açılamadığı durumlarda, kapak dil yoklayıcıya çarpar ve yukarıya doğru itilen yoklayıcı elektrik sinyali ile makineyi durdurur.
– Doku kontrol elemanları: Doku kontrol elemanları yuvarlak örme makinelerinde örme esnasında ve örme sonrası görev yapan elemanlar olarak ikiye ayrılır.
– Örgü esnasında yapılan kontrol: Bu aletler optik sisteme göre çalışır. Üniversel aletlerde belirli örgüler, delikler ve desene bağlı olarak çalışan ilmeklerin düzgünsüzlüğü problem meydana getirir.
Bu aletler ile çalışmada, aletin hassas bir şekilde ayarlanması için uzun
zamana ihtiyaç olduğundan aynı örgünün makinede uzun süre çalışması gerekir.
Ayrıca doku yığılmasını önleyici kontrol dedektörleri vardır.
Delik yoklayıcılar: Dokuda bir yığılma meydana geldiği zaman silindir ve kapak iğne yataklarının tam ortasına fakat dokuya değmeyecek bir şekilde tertiplenmiş delik yoklayıcılar, kontrol ucunun oluşan yığılmaya çarpmasıyla doku hatası devam etmeden makine durdurulur.
Örgü sonrası yapılan kontrol: Örülen doku genişletici çemberden geçerek sarma silindirine gelir. Burada kontrol fotosel yardımıyla olur. Delik olduğunda fotesel ışığı dışarıya geçireceği için makineyi durdurur.