atkı ve çözgü örmeciliğinin biraz sıradışı karikatürlerle anlatılmış
birazcık ingilizce gerekli anlamak için
atkı ve çözgü örmeciliğinin biraz sıradışı karikatürlerle anlatılmış
birazcık ingilizce gerekli anlamak için
Örücü elemanlar vasıtasıyla ilmek şekli verilen ipliğin, kendinden önceki ve sonraki ilmekler ile bağlanması sonucu oluşturulan yüzeylere örme kumaş denir.
Teknik açıdan örmecilik başlıca iki gruba ayrılır:
1.Atkı Örmeciliğinde, tekbir iplik enine ilmekler yapar. Bu ilmeklerin alt ve üst ilmek sıraları ile bağlanması sonucu bir yüzey oluşur. Bu örgü türünde ipliği çektiğimizde örgü enine yönde sökülür. Atkı örme yöntemi ile elde edilen ürünlerden bazıları; kazak, yelek, ceket, etek, elbise gibi dış giysilikler, fanila, külot gibi iç giysilikler, T-Shirt, eşofman, sweet-shirt gibi penye ürünleri, çorap, bazı tıbbi ve teknik kumaşlardır.
2. Çözgü Örmeciliğinde, her iğneye en az bir iplik beslenir. Her iğnenin ayrı ayrı oluşturduğu ilmek çubuklarının yanındaki ilmek çubukları ile bağlanması ile yüzey oluşur. Bir çözgü örme mamulü sökmeye çalıştığımızda ya hiç sökülmez ya da boyuna yönde biraz sökülür. Çözgülü örme yöntemi ile elde edilen ürünlerden bazıları; tül perde, dantel, mayo ve döşemelik kumaşlar, havlu ve halılar, bandaj ve suni damar gibi tıbbi malzemeler, ayakkabı yüzü, filtre, çuval, sera örtüsü gibi teknik kumaşlardır.

1. ÖRME MAKİNALARI
1.1 Örme Makinalarının Sınıflandırılması
Farklı iğne tiplerinin ilmek oluşturma yöntemi farklı olduğundan her bir iğne için değişik bir makina geliştirilmiştir. Buna göre örme makinalarını şöyle sınıflandırabiliriz.

1. Cotton Makinaları da denilen bu tip makinalarda, arka yüzünde iplik atlamaları olmaksızın renkli desenli ince kazaklar üretilir.
2. Mayözlü Makinalar, tüp halinde düz veya atlamalı desenli kumaşların üretiminde kullanılır.
3. Trikotaj makinaları olarak adlandırılan bu tip makinalar üç gruba ayrılır:
a. Tek yataklı olanları, kalın kazak üretiminde kullanılan ev tipi makinalardır,
b. Çitf yataklı olanları, her türlü desenin üretimine uygun olup V-yataklı makinalar olarak adlandırılır. Sanayide en çok kulla¬nılan trikotaj makinasıdır.
c. Özel iki ucu dilli iğnelerin kullanıldığı haraşo makinalarının kullanımı oldukça azdı.
4. Daha ince örme mamullerin üretiminde kullanılan yuvarlak örme makinaları da üç gruba ayrılmaktadır.
a. Tek yataklı olanları sanayide süprem veya single-jarsey makinası olarak adlandırılmaktadır, küçük çaplı olanları ince bayan çorabı üretiminde kullanılır.
b. Birbirine dik iki iğne yatağına sahip bu makinalar sanayide silindir- kapak veya double-jarsey makinaları olarak adlandırılmaktadır. İki yataktaki iğneler yükseldiğinde birbirinin arasından geçiyorsa rib, birbirine karşılık geliyorsa interlok makinası diner.
c. İki ucu dilli iğnelerin kullanıldığı tip, çift silindir makinası olarak adlandırılır ve çorap üretiminde kullanılır.
5. Çözgü otomatı oiarakda bilinen bu makinalarda ince her türlü giysilik kumaş üretmek mümkündür. Desenlendirme imkanı sınırlıdır.
6. Raşel olarak da adlandırılan bu makinalarda desenlendirme imkanı çok yüksektir. Özellikle dantel ve fantazi kumaş üretiminde kullanılırlar.
7. Halı üretiminde, balık ağı vs…
Örme makinalarında ilmek oluşumuna örnek olması açısından tek yataklı dilli iğneli örme makinasında ilmek oluşumu Şekil 3 ‘de verilmiştir.
1.2 Örme Makinaları Hakkında Bilgiler
1.2.1 Makinayı Tanıtıcı Bilgiler
a. Makina İnceliği (E): Belirli mesafedeki iğne sayısı olup, mesafe ölçüsü olarak genellikle İngiliz ölçü birimi inch (1 inch = 2,54 cm) kullanılır. İncelik, üretiminde kullanılacak iplik numarası, çalışma hızı, örgü cinsi, elde edilecek dokunun eni ve en çekmesini doğrudan etkileyen bir faktördür.
b. Makina Çapı (D): Yuvarlak örme makinalarında çıkacak dokunun enini belirleyen bir ölçüdür. Mamulün kullanım yerine göre değişik çaplarda makinalar seçilir. Birim olarak inch (*) kullanılır.
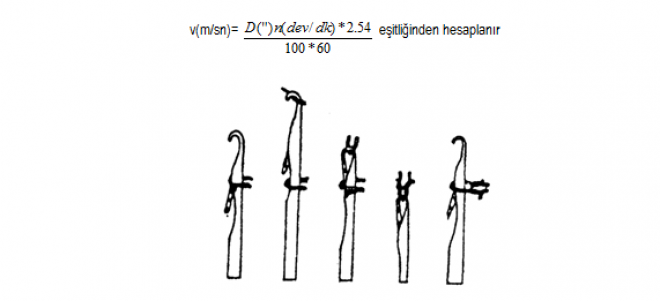
c. Çalışma Hızı (v): Düz örme makinalarında kilit sisteminin, yuvarlak örme makinalarında iğne yatağının m/sn olarak hızıdır. Bu hız, makinanın örme prensibine (RL, RR, LL), desenlendirme durumuna, makina eni veya çapına, örgünün yapısına ve kullanılan iplik özelliklerine göre belirlenir. Yuvarlak örme makinalarında hız
d. İplik Numarası (v): Bir örme makinasında kullanılacak iplik numarası başta makina inceliği olmak üzere, örgünün yapısı ve özelliklerine göre belirlenir.

Bu bilgiler dışında bazı yuvarlak örme makinaları için şu ek bilgiler sıralanabilir:
| Örme Prensibi | Makina Tipi | D” | E | SS/inch |
| RL | İnce bayan çorabı | 3.5-4.5 | 32-42 | <4.8 |
| düz/desenli dış giysilikler | 18-60 | 7-34 | <4 | |
| Jakarlı dış giysilikler | 11 -24 | 18-32 | ❤ | |
| vücut ölçüsünde iç giysilikler | 30 | 5-32 | <4 | |
| 3 – iplik futter | 11 -32 | 12-28 | ❤ | |
| havlı kumaşlar | 10-34 | 7-28 | <2 | |
| RR | düz / desenli dış giysilikler | 6-36 | 7-42 | <4 |
| Jakarlı dış giysilikler | 10-32 | 5-30 | <3.2 | |
| vücut ölçüsünde iç giysilikler | 10-24 | 10-22 | ❤ | |
| LL | şoset çoraplar | 1.5-5 | 2-26 | <2 |
| dış giysilikler | 30-33 | 4-20 | <0.8 |
RL: Single – Jarsey, RR: Rib, LL: Haroşe
RL yuvarlak örme mak. İçin

Örme makineleri sınıflandırılırken ilmek oluşturan iplik sistem sayısı, iğnelerin sıralanış şekli, iğnelerin kendi başlarına ve ipliklere göre hareket etme prensipleri göz önüne alınır. Daha detaylı bir sınıflandırmada ise iğne yatağı sayıları, ebatları, desenlendirme tertibatları, ürettikleri kumaş tipleri de sınıflandırma için kriter oluşturabilir.
Bu bölümde örme makineleri yukarıda bahsedildiği gibi;
– Tek iplikli (atkı) örme makineleri,
– Çözgülü örme makineleri
olarak iki ana bölümde incelenmiştir.
Tek iplikli (atkı yönlü) örme makineleri ve çözgülü örme makineleri kendi içlerinde temel örme prensipleri aynı olmasına rağmen makine konstrüksiyonlarındaki farklara göre sınıflandırılır. Bu sınıflandırma aşağıdaki tabloda gösterilmiştir.
Atkı Yönlü (Tek İplikli) Örme Makineleri:
Tek iplikli (atkı) örme makineleri tek bir iplik bobiniyle bile ilmek yüzeyi oluşturabilen ve tek tek iğne hareketli veya topluca iğne hareketli olarak örme işlemini yapabilen düz veya yuvarlak konstrüksiyonlu örme makineleridir.
Tek iplikli (atkı) örme makinelerinin sınıflandırılması;
Tek iplikli (atkı) örme makineleri, öncelikle iğne ve iplik hareketlerine göre ilmek oluşturma şekline göre ikiye ayrılır. Bu gruplarda kendi içlerinde bölümlere ayrılarak sınıflandırılır.
A- Örme iğnelerinin tek tek hareket ettiği iplik sabit iğne hareketli atkı
örme makineleri;
a) Triko (düz) örme makineleri (düz iğne yataklı makineler),
b) Yuvarlak örme makineleri (dairesel iğne yataklı makineler).
B- Örme iğnelerinin topluca hareket ettiği iplik hareketli, iğne sabit atkı örme makineleri;
a) Düz iğne,
b) Raylı cotton (kulier) örme makineleri (esnek iğneli düz örme mak.),
c) Dairesel iğne raylı yuvarlak mayözlü-esnek iğneli-(kulier) örme makineleri.
Piyasada, birinci grubu teşkil eden, tek tek iğne hareketli tek iplikli (atkı) örme makineleri daha yaygındır.
İkinci gruptan iğnelerin topluca hareket ettiği sistemde ise, düz iğne raylı cotton (kulier) örme makineleri yine yaygın olarak kullanılmaktadır.
İkinci gruptaki dairesel iğne raylı yuvarlak kulier örme makineleri ise ilk yapılan makineler olmasına rağmen bugün çok az kullanılmaktadırlar.
Örme iğnelerinin tek tek hareket ettiği atkı örme makineleri;
Dünyada ve Türkiye’de örme sanayiinde en yaygın olarak kullanılan, örme makinesi konstrüksiyonu, örme iğnelerinin tek tek hareket ettirildiği örme makineleridir.
Bu örme makineleri tek iplik sistemiyle ilmek oluşumunu sağlayarak örme işlemini gerçekleştiren düz veya yuvarlak konstrüksiyonlu örme makinesi sistemidir.
Tek tek iğne hareketli (iplik sabit-iğne hareketli) atkı örme makinelerinde örme prensibi;
Genellikle, tek iplikli örme (atkı yönlü örme) makinelerinden, triko (düz örme) ve yuvarlak örme makinelerinde, örücü iğnelere tek tek hareket verilmesi esasına dayanır.
Tek tek iğne hareketli örme sistemi daha önceleri ilk yapılan çözgülü örme makinelerinde uygulanmasına rağmen, günümüzde bu sistem çözgülü örme makinelerinde uygulanmamaktadır.
Bu makinelerde genel örme prensibi; sabit bir noktaya oturtulmuş (cağlık) bobin veya bobinlerden sağılan ipliğin direkt olarak çeşitli kılavuzlardan geçerek ve mekik (iplik kılavuzu) adı verilen besleme ünitesiyle örme iğnelerine verilmesi; örme iğnelerinin de kilit adı verilen ve iğne hareketini düzenleyen sistemlerle hareket ettirilmesi ile ilmek oluşturmasıdır.
İlmek bu sistemde yan yana oluşturulur ve birleştirilir. Bir yatay sıra tamamlandıktan sonra, bir üstteki ilmek sırası bunun üzerinde oluşturulur. İlmek oluşturma bu şekilde devam ederek örme kumaş meydana getirilmiş olur.
İğneye hareket bir kam mekanizmasıyla verilir. Tek tek hareketli çalışma sonucunda, iğne üzerine gelen kuvvetler tek tek iğne üzerine dağıtılmış ve kuvvet azaltılmış olur. İğnenin sürtünme kuvvetini yenmesi daha kolaylaşır, çalışma hızı yükseltilebilir, fakat ipliğe gelen yük artar, bu da ipliğe zarar verir.
Tek tek iğne hareketli sistemde ilmek sıklığı iğnelerin çekimi ile ayarlandığı için ilmeklerin sıklık ayarları tek tek yapılabilmektedir.
Bu nedenle, çalışma esnasında istenilen bölümde sıklık değiştirilebilmekte ve yeni örgü strüktürleri oluşturulabilmektedir. İpliğin sabit bir noktadan verilmesi, iğnenin ipliğe uygulayacağı kuvvet açısından ve ipliğin rahat çalışması açısından pozitif bir etki yapmaktadır. Bu şekilde ipliğe verilecek zarar daha az olacağı için, daha düzgün ve daha verimli bir çalışma yapılmış olacaktır.
Bununla birlikte iğne dilinin açılıp kapanması esnasında iplikte gerilmeler, boy değişmeleri olur. Eğer iplik zayıfsa, kırılgansa çok tahriş olur ve kolaylıkla kopar. Bunun için iplik mümkün olduğunca gevşek verilmeli, gergin olarak verilmemelidir.
Tek tek iğne hareketli sistemlerde tüketilen iplik miktarı ise; ipliğin gerginliğine, makinenin inceliğine ve üretilen kumaşın sıklığına bağlı olarak değişmektedir.
Örme iğnelerinin tek tek hareket ettiği atkı örme (tek iplikli) makinelerinin sınıflandırılması;
Tek iplik sistemiyle ve iğnelerin tek tek hareketi ile örme kumaş üreten makineler iğnelerin yerleştirilmiş olduğu yatakların şekline ve sayısına göre sınıflandırılır. Ayrıca ürettikleri kumaş ipine, inceliklerine, desenlendirme donatımlarına, en veya çap ölçülerine, sistem sayılarına göre de çeşitli sınıflandırmalar yapılmaktadır. Ancak, bu ikinci grup sınıflandırmalar, ana grup olan yatak şekillerine göre yapılan sınıflandırmaya ek olarak detay özellikleri açıklayıcı ve belirleyici adlandırmalar olarak kullanılmaktadır
Buna göre iğnelerin tek tek hareket ettiği atkı (tek iplikli) örme makineleri aşağıdaki gibi sınıflandırılır.
A – Triko (düz örme) makineleri; düz iğne yataklı ve tek tek iğne hareketli atkı örme makinelerinde kendi içlerinde sınıflandırmak mümkündür.
B – Yuvarlak örme makineleri; dairesel yataklı ve tek tek iğne hareketli atkı örme makinelerini de aynı düz iğne yataklılar gibi çeşitli açılardan sınıflandırmak olanağı vardır.
Triko (Düz Örme) Makineleri:
Piyasada yanlış bir isimlendirmeyle, triko makineleri, triko örmeciliği,
triko kazaklar vb. şeklinde ifade edilen ve bilinen düz iğne yataklı, tek tek iğne hareketli atkı örme (tek iplikli örme) makineleri ile bu çeşit örme ürünleri için direkt olarak düz örme makineleri terimi de kullanılmaktadır. Ancak bu terimde RL düz örgülü kumaşlar (süprem gibi) üreten makineleri çağrıştırdığı ve ayrıca düz raylı topluca iğne hareketli makinelerde (cutton makineleri) karıştırıldığı için tam karşılık olarak piyasada kabul görmemiştir. Buna karşılık Triko terimi düz yataklı, tek tek iğne hareketli makineleri tanımlamak için çok yaygın bir şekilde kullanılmaktadır ve yerleşmiş bir terimdir. Bu nedenle burada triko ve düz örme terimlerinin birlikte (eş anlamlı) kullanılması uygun görülmüştür.
Triko (düz örme) makinelerinin kumaş örme prensibi:
Triko (düz örme) makineleri, iğnelerin yan yana, tamamen doğrusal yataklar üzerine açılmış iğne kanallarına yerleştirilmesi, bir kilit mekanizması yardımıyla iğnelerin ayrı ayrı hareket ettirilmesi ve buna uygun iplik yatırımı ile örme işlemi yapan makinelerdir.
Triko (düz örme) makinesinde, örme mekanizmaları düz ve yatay bir haldeki iğne yatağı üzerindedir. Örme işlemi kilit sistemiyle, bağlı olduğu kızağın makinenin bir kenarından diğer kenarına örülen genişlik boyunca gidip gelmesi ile oluşur. İplikler bobinlerden, örme iğnelerine direkt olarak ve negatif-serbest şekilde beslenir.
Triko (düz örme) makineleri bu temel örme prensibine uygun olarak çeşitli yapı ve şekillerde örme ürünleri oluşturmaktadır. Triko (düz örme) makinelerinin kolay kullanılabilir olmaları, desenlerde düzgün ilmek yapısı ve güzel görünüm vermeleri, yüksek kalitede üretim yapmaları nedeniyle düz örme makinelerinin kullanımı yaygınlaşmıştır.
Günümüzde triko (düz örme) makinelerinde metraj kumaşların, yarı biçimlendirilmiş ve tam biçimlendirilmiş yarı mamül ürünlerin, yine tam şekillendirilmiş ve makineden çıktığında kullanıma hazır olan eldiven, çorap vb. gibi bitmiş ürünlerin üretimi yapılmaktadır.
Triko (düz örme) makinelerinde şekil olarak noktalı, delikli, kareli, diagonal, kabartmalı, saç örgülü, yığmalı, çizgili vb. tek renkli veya çok renkli örgü ve desenler yapılabilmektedir.
Triko (düz örme) makineleri, desen düzenlemelerini mekanik veya bilgisayar programlı iğne seçim ve iplik kılavuz seçim donatımları ile gerçekleştirilebilen makinelerdir. Triko (düz örme) makinelerinin kumandası da otomatik olarak mekanik veya elektronik yöntemlerle gerçekleştirilir.
İplik cağlıkları makinenin genellikle üstünde veya arka tarafında bulunmakta, iplikler kontrollü olarak özel örme iplik bobinlerinden alınarak sevk elemanlarından, gerginlik elemanlarından ve kontrol elemanlarından oluşan iplik sevk ünitesinden geçerek iplik kılavuzuna ve genelde negatif sevk sistemi ile örücü iğnelere iletilmektedir.
Negatif iplik sevk sistemi, yalnız gerginliğin kontrol altında tutulması ile uygulanan ve örgünün şekline göre ve örme ayarlarına bağlı olarak aşağıdan örücü elemanların istediği kadar ipliği zorlamadan çekmesi işlemidir.
Triko (düz örme) makinelerinde, genellikle kaba örme kumaşların üretimi yapıldığı için negatif iplik sevk sistemi tercih edilmektedir.
Örme yapısı olarak da RL, RR, LL örgüler ve kombinasyonları uygulanabilmektedir. Makinenin bütün fonksiyonel hareketleri kumanda donatımı ile otomatik olarak sağlanmakta, doku çekimi ve sarımı ayarlı veya daha ziyade serbest kontrollü olarak yapılabilmektedir. Üretim miktarı ise örgü, iplik ve özel şartlara göre değişebilmektedir.
Yuvarlak Örme Makineleri:
Yuvarlak örme makineleri genellikle iplik sabit, iğneler tek tek hareketli prensiple çalışırlar. Ancak iplik hareketli iğne sabit ve topluca iğne hareket olarak çalışan ramayözlü tip esnek iğneli yuvarlak örme makinelerinde halen üretilmektedir. Bir veya iki takım örme iğnesi, dairesel düzende dizilmişlerdir ve daire şeklindeki bu hat üzerine açılmış hareket kanalında iğneler olarak hareket ederler.
Bazı yuvarlak örme makinelerinde ise; cağlık ve kilitler döner, iplik hareket eder, iğnelerse sabit olup, sadece kilidin verdiği hareketle ileri-geri gidip gelirler. Bu durum sistem sayısının artmasına pek imkan tanımamaktadır.
Örme dairesel bir düzlemde oluşur ve bir kumaş tüpü oluşturur. Yuvarlak örme makineleri triko (düz örme) makinelerine göre 2-3-4 hatta 8 misli daha hızlı çalışırlar. Ayrıca yuvarlak örme makinelerinde hızın yanı sıra sistem sayısı da fazladır. Triko (düz örme) makinelerinde max 4 sistem yerleştirilebilir ki, bu da çalışacak kısmı arttırır. Yuvarlak örme makinelerinde ise ipliklerin verildiği yerin sabit olması sistem sayısının çoğalmasına imkan vermektedir.
Yuvarlak örme makineleri triko (düz örme) makinelerine göre daha ince (yüksek faynlı) makinelerdir. Bu nedenle yuvarlak örme makinelerinde elde edilen kumaşlar daha ince ve daha zariftir.
Bu genel bilgilerden sonra yuvarlak örme makineleri aşağıdaki başlıklar altında sırası ile incelenmiştir.
A – Yuvarlak örme makinelerinin gelişimi,
B – Yuvarlak örme makinelerinin örme prensibi,
C – Yuvarlak örme makinelerinin temel elemanları.
Yuvarlak Örme Makinelerinin Gelişimi:
Yuvarlak örme makineleri el örmeciliğinden esinlenerek uzun bir süre zarfında oluşan bilgi birikiminin, mekanik yöntemlerle ilmek oluşumu gerçekleştirmeye yönelmesiyle meydana çıkmıştır. İlk olarak İngiltere’de William Lee tarafından 1589 yılında el örme makinesi şeklinde mekanik ilmek oluşumu gerçekleştirilmiştir. Bu makinede ilk çorap üretimi yapılmıştır. Ancak örme iğnelerinin dairesel bir şekilde dizilmesi 1798 yılında Monsievi Decroix tarafından düşünülmüş ve yuvarlak örme makinelerinin temeli bu yıllarda atılmıştır.
İlk pratik kullanılma uygun yuvarlak örme makineleri ise 1836’da Fransa’da Jonve tarafından geliştirilmiş ve daha sonraki yıllarda Berthelot tarafından da gelişimine devam edilmiştir. Bu ilk makineler küçük çaplı, çorap üretimine uygun üretim yapan yuvarlak örme makineleridir. Özellikle örme iğnelerinin yapılarındaki ve iğne hareketlerini düzenleyen sistemlerdeki gelişmeler, yuvarlak örme makinelerinin gelişmesine olumlu etkiler yapmıştır.
Yuvarlak örme makinelerinde 1878’de Griswold çift katlı, RR ribana örme tekniğini, 1910’da da Robert Walter Scott firması interlok örgü tekniğini bulmuştur. 1918 yılında da Wildt firması tarafından iki ucu kancalı iğnelerle ve iğne sürgülerinin bulunmasıyla, LL örme (haraşo örme) tekniği yuvarlak örme makinelerinde uygulamıştır.
Bütün bu gelişmelerden sonra, ancak 1935 yılında Mayer firması tarafından gerçek anlamda ilk yuvarlak örme makinesi yapılmıştır. 1939 yılında da seri üretimlerine başlanmıştır.
İkinci dünya savaşı yıllarında tamamıyla duran bu gelişmeler savaşın bitmesiyle 1946 yılından sonra süper denecek bir gelişme göstermiştir.1963 yılından itibaren tüm tekstil makineleri içinde ilk olarak yuvarlak örme makinelerine elektronik uygulanmıştır. Bazı firmalar ise elektronikten çok, iplik iletme sistemlerini geliştirerek hızı arttırmak ve belli amaçlara yönelik makineler yapma konusu üzerinde durmuşlardır.
Yuvarlak Örme Makinelerinin Örme Prensibi:
Yuvarlak örme makin eleri, iğnelerin yan yana ve dairesel (kovan halindeki) iğne yatakları üzerine açılmış iğne kanallarına dizilmiştir. İğne yatağının dairesel hareketi esnasında kanallar içinde hareket eden iğnelere, iğne yatağı ve kanallar üzerinde hareketsiz ve sabit olarak duran iğnelere hareket veren kilit mekanizmalarının yardımıyla ayrı ayrı hareket ettirilmesi ve buna uygun sabit iplik yatırımı ile örme işlemini yapan makinelerdir.
Yuvarlak örme makinelerinde örme elemanları ve mekanizmaları dairesel olarak yatay veya dikey konumlardaki iğne yatakları üzerinde bulunurlar. Örme işlemi, ipliklerin iğne yatağı çevresine belirli aralıkla sıralanmış çalışma yerlerinde (sistemlerde) bu iğneler topluca dönüş hareketi yaparken aynı zamanda sabit olan kilit sistemlerinden uygun hareketleri almaları ve üzerlerine yatırılan iplikleri çekerek ilmek oluşturmalarıyla gerçekleşir.
Diğer bazı yuvarlak örme makinelerinde ise dairesel düzlem üzerine yerleştirilmiş iğne yatakları, dönüş hareketi yapmaz. İpliklerin yerleştirildiği cağlık ve kilit sistemleri dönüş hareketi yapar. Yuvarlak örme makinelerinde bu konstrüksiyon daha çok LL haroşa tipi ve özel örme makinelerinde kullanılır.
Yuvarlak Örme Makinelerinin Temel Elemanları:
Yuvarlak örme makinelerinde örme kumaşın oluşabilmesi için aşağıda
sıralanmış olan mekanizmalara ve örme elemanlarına ihtiyaç vardır.
Bu mekanizma ve örme elemanlarının uyumlu bir koordinasyon ile
çalışması sonucu örme kumaş meydana getirilmiş olur. Yuvarlak örme makinelerinde temel mekanizma ve elemanlar şunlardır:
– Makine iskeleti (gövde ve şasi),
– Hareket verme ve iletme mekanizmaları,
– İplik cağlığı ile iplik sevk ve kontrol elemanları,
– Örücü makine elemanları,
a) örme iğneleri,
b) iğne yatakları,
c) kilit mekanizmaları (örme çelikleri),
d) iplik kılavuzları (mekikler),
– Desenlendirme mekanizmaları,
– Kumaş çekme ve sarma mekanizmaları,
– Kumanda donanımları,
– Kontrol ve güvenlik elemanları.
Makine İskeleti (Gövde ve Şasi):
Yuvarlak örme makinelerinde makine gövdesi yekpare blok veya birleşik konstrüksiyon halinde yapılan ve bütün hareketli ve hareketsiz çalışan parçaları üzerinde taşıyan, çalışma esnasında makinenin hareketsiz durmasını ve sarsıntılardan etkilenmemesini sağlayan temel iskelet yapıdır.
Yuvarlak örme makinelerinin şasi kısmı ikiye ayrılabilir. Bunlar :
1 – Alt şasi kısmı: Ayaklar motor ve hareket verme şanzıman sistemi ile kumaş çekme aparatını üzerinde taşıyan gövde kısmıdır. Kumaş çekme mekanizması alt şasinin yarı yüksekliğine dizayn edilmiştir.
2 – Üst şasi kısmı: Silindir iğne yatağı ile silindir taşıyıcı gövde ve kapak iğnesi taşıyıcı diskinin oluşturduğu gövde üst kısmıdır.
Fakat RL tek yataklı (plakalı) makinelerde bu iğne yataklarından ve iğne taşıyıcı sütunlardan birisi bulunmaz. Genellikle, tek yataklı makinelerde silindir iğne yatağının kullanımı yaygındır.
Yuvarlak örme makinesinin çalışma emniyetinin ve üretilecek mamülün kalitesinin yüksek olmasının temel şartı, makine şasisinin sağlam ve kalitesinin yüksek olması gerekir. Makinenin şasi kısmının mutlaka burulma sertliğine sahip olması gerekir. Bu şekilde hızlanma ve frenleme esnasında şasi kısmına gelecek zararlar önlenmiş olacaktır. Şasinin diğer bir görevi ise, makine üzerinde oluşacak titreşimleri absorblamaktır.
Makinede yüksek hızın oluşmasından dolayı, elektronik kumanda donatımının makinenin yanına konulması gerekir. Bu sayede, makinede bir arıza oluştuğu anda, makinenin hemen kapatılarak, kumaş üzerindeki oluşacak hatanın minumum seviyede tutulması sağlanmaktadır. Fakat bu makinenin hızlanma süresini uzatır ve sonuç olarak şaside büyük burulma kuvvetleri oluşmasına sebep olur.
Yuvarlak örme makinelerinde iskelet dizaynı yapılırken dikkat edilmesi gereken bazı hususlar bulunmaktadır. Bunlar:
a) Örme kumaş üretimi esnasında çalışan elemanın kumaşı rahat görebileceği ve hatanın oluştuğu anda hatayı tespit edeceği şekilde iskelet dizaynı yapılmalıdır.
b) Makine şasi kısmının, makinenin diğer parçalarının çalışma akışını bozmayacak şekilde yerleştirilmesi gerekir.
c) Hareket ve elektrik donatımlarının tehlikesiz çalışabileceği şekilde dizaynı yapılmalıdır.
d) Makinenin fazla alan kaplamaması gerekir.
e) Çalışma anındaki hareketlere rağmen, sarsıntısız ve dengeli bir halde durabilmesi ve oluşabilecek titreşimleri absorbe etmesi gerekir.
f) Makine şasi kısmının burulma sertliğine ve savrulma güvenliğine sahip olacak şekilde dizaynı yapılmalıdır.
Bunun için yuvarlak örme makinelerinde genellikle üç ayak üzerine dizayn edilmiş ve
yukarı doğru tartan bir iskelet yapısı vardır.
Bu ayaklardan her birine ısı, hareket kontrol ve elektronik mekanizmaları yerleştirilmiştir.
Hareket Verme ve İletme Mekanizmaları:
Yuvarlak örme makinelerinde hareket verme mekanizmalarının asıl görevi, makine işletme güvenliğini ve üretilen kumaş kalitesinin yüksek olmasını sağlamaktadır. O halde modern bir hareket verme mekanizmasından istenilen özellikler aşağıda genel olarak açıklanmıştır.
1- Makinenin, frenlemeden sonra çalıştırıldığı zaman işletme hızına kesintisiz bir şekilde yükseltilmesi gerekir.
2- Oluşabilecek bir arıza anında makinenin geciktirilmeden durdurulabilmesi gerekir.
3- Makine devrinin ve örgünün kontrolü için elle çalışan hareket mekanizmasının olması gerekir.
4- Otomatik seyir için dönme sayısının verilmesi gerekir.
5- Bakım ve temizleme işlemi için devir sayısının verilmesi gerekir.
6- Boşa çalıştırma ve silindir ile kapak iğne yataklarının dönüşünü sekronize eden mekanizmanın, silindir ve kapak iğne rayı arasında bulunması gerekir.
Yuvarlak örme makineleri ya direkt olarak elektrik motoruyla, ya da ortak bir transmisyon teşkilatı ile hareket ettirilirler. Her makine; makine çapı, sistem sayısı, makine inceliği iplik ve örme kumaş özelliklerine göre makine farklı hızlarda ve yüklemelerde çalıştırılabildiğinden, motor gücüde makinenin bu özelliklerine göre değişmektedir. Yuvarlak örme makinelerinde uygun güçteki elektrik motorundan alınan hareket, kasnak vasıtası ile ana mile iletilir. Ana milden de gerekli yerlere uygun dişliler ve şanzıman yardımıyla dağıtım yapılarak;
– İplik sevk hareketi organlarına,
– Örücü üniteye (iğne yataklarına ve örme mekanizmalarına),
– Kumaş çekme ve sarma kısımlarına iletilir.
Bazı makine konstüksiyonlarında ise aynı hareket kaynağından
yararlanılarak toz üflemek için pervane donatımına, toz emme teşkilatına, hava üfleme ve yağlama teşkilatına da hareket verilebilmektedir. Özellikle pervane, toz emme ve yağlama teşkilatları ana motordan ayrı olarak, küçük özel motorlardan aldıkları hareket ile çalıştırılmaktadır.
Bu tür makinelerde genellikle hareketin ayrıntılı olduğu yer örücü ünitelerdir. Örücü üniteye gelen hareket ;
– İğne yataklarına (iğneler hareketli, kilit sabitse),
– Kilitlere hareket veren yatağa ve cağlığın topluca dönmesini sağlayan bloğa (iğne sabit, kilit hareketli ise),
– Jakar donatımı varsa iğne hareketiyle birlikte seçim ve dönme işlemi için jakar donatımına iletilir.
Makinenin durmasından sonra, iğnelerin ve diğer örücü elemanlarının
hareketlerini daha rahat bir şekilde izleyebilmek amacıyla, makinenin yan tarafında bulunan bir kol vasıtası ile mekanik olarak el ile döndürülmesi sağlanır.
Yuvarlak örme makinelerinde motordan alınan hareketin diğer aksamlara iletilişi üç şekilde olur:
1- Alın dişlisi tertibatı ile,
2- Konik dişli tertibatı ile,
3- Sonsuz dişli tertibatı ile.
Yakın zamana kadar konik dişli kullanılmaktaydı. Bu prensipte hareket
eden motor ve şanzıman dışarıda olduğundan hareket mil vasıtası ile dışardan veriliyordu. Bu durum;
– Makineye gelen yükü arttırır,
– Çalışan kişi için tehlikeli ve zordur,
– Süratli çalışmaya imkan tanımamaktadır.
Daha sonra ise daha süratli, dengeli ve güvenli olan sonsuz dişli
geliştirildi. Alın dişlisi ise daha kullanışlıdır. Hem çok daha süratli hem de bu düzenek makine gövdesi içinde yapıldığından temiz ve güvenlidir.
İplik Cağlığı ve İplik Sevk, Kontrol Elemanları:
Yuvarlak örme makinelerinde örme işlemine katılan iplikler, bobinler halinde hazırlanır. Bu iplik bobinleri, ipliklerin düzgün bir şekilde örme bölgesine sevk edilmesi için cağlık adı verilen bir taşıyıcı üzerine yerleştirilmiştir.
Yuvarlak örme makinelerinde cağlıklar eski tip makinelerde makinenin üst kısmına bağlı olarak dairesel bir şekilde yapılmıştır. Yeni tip makinelerde ise makineden bağımsız olarak ayrı bir parça halinde dizayn edilmiştir.
İmalatı ilk olarak yapılan yuvarlak örme makinelerinde ipliklerin, yani cağlığın dönmesi söz konusuydu. Bu nedenle, zorunlu olarak cağlık makinenin üst kısmına dairesel bir düzenle yerleştirilmiştir. Yerleştirme önceleri, üstten cağlıklı makinelerde tek boyutlu olarak düşünülüyordu. Taban alanı cağlığın genişliği kadar boş kalacağından yerleştirmede yer sarfiyatı açısından sorun çıkmıştır. Üstten cağlıklı sistemle çalışmada sistem sayısının artması halinde büyük problemler yaratmaktadır. Çünkü sistem sayısının artması ile bobinleri yerleştirmede sorunlar çıkacaktır.
Özellikle bir mekiğe iki tane ipliğin beslendiği durumlarda iplik cağlığına sistem sayısının iki katı kadar iplik yerleştirileceği için yukarıda anlatılan sorunun önemi kendini daha çok belli edecektir. Ayrıca ipliklerin üst cağlığa yerleştirme zorluğu, iplik kopuşlarında bağlama zorluğu, kütlesel ağırlığının fazla olması, iş kazalarına sebebiyet verebilme riski vb. nedenlerden dolayı son zamanlarda üstten cağlık sistemi yavaş yavaş terk edilmeye başlamıştır.
Bugün daha çok yandan ve yerden besleme tipi cağlıklar tercih edilmektedir.
Bu durum ise yer tasarrufu sağlar, büyük bobin kullanabilme imkanını arttırır. İplik rezerve kontrolünün rahat bir şekilde yapılmasını sağlar. Daha rahat ve güvenilir çalışılabilmesi bakımından ve yüksek sistemli makinelere çok uygun olması vb. sebeplerden dolayı yandan cağlık sisteminin kullanımı artmıştır.
Buna ilave olarak son yıllarda cağlıklar kapalı bir fanus içine alınmıştır. Fanusun içinde özel bir klima tertibatı vardır ve iplikler buradan borulara iletilir. Böylece ipliğin tozlanması önlenmiş olmakta ve iplik dış ortam klimasıyla ilişkili olmadığından neme doymuş olarak ve en sağlam halinde bulunacaktır.
Cağlıktaki bobin üzerinden sağılan iplikler, örme iğnelerine gelinceye kadar şu kısımlar üzerinden sevk edilirler
a)Kalınlık (düzgünlük) yoklama ve kontrol elemanları:Çalışılan ipliğin numarasına bağlı olarak farklı iplik geçme delikleri bulunur. Her iplik numarasına uygun delikten geçirilmelidir ki, bu şekilde kalın ve hatalı kısımlar örücü iğnelere geçemeden, hatalı ipliğin kontrol edilerek, örme hatalarının önlenmesi sağlanmış olunur.
b)Gerginlik kontrolü ve sinyal lambaları:Gerginliği fazla olan ve kalınlık yoklama kısmından zor geçen ipliklerin, örme kumaş üzerinde hata oluşturmaması için, ipliğin gerilimin etkisi altında kontrol lambası yanması suretiyle makinenin durmasını sağlarlar.
İplik Sevk Sistemleri:
İplikler yukarıda belirtilen ön kontrollerden geçtikten sonra örgünün iplik ihtiyacına göre, çeşitli ayar durumlarına uygun şekilde, belirli bir sevk hızı ve gerilimle örme iğnelerine iletilirler. Bunun için yuvarlak örme makinelerinde kullanılan iplik sevk prensipleri şunlardır.
a)Negatif iplik sevki:İpliklerin serbest olarak, yalnız gerginliğin kontrol altında tutulması ile uygulanan, örgünün şekline göre ve örme ayarlarına bağlı olarak aşağıdan örücü elemanların ipliği çekmesi yöntemidir. Buna kuvvet bağlı iplik sevki de denilebilir. Desenli örgülerde her beslemenin farklı olduğu durumlarda ve özel hallerde kullanılabilir. Bu yöntemde ilmek düzgünsüzlükleri tam kontrol edilemez. Ringel ve jakarlı makinelerde uygulanır.
b)Pozitif iplik sevki:İpliklerin merkezi bir mekanizma ile hız ve sevk miktarlarının ayarlanarak, örme ilmeğine ihtiyacı kadar olan ipliğin üstten beslenerek sevk edilmesidir. Buna, şekle bağlı iplik sevki de denir. Bu prensipte ilmek boylarına gelen iplik eşitlenebilir. Doku kalitesi daha düzgün ve yüksek olur.
Bantlı ve dişli iplik sevk prensipleri pozitif sevk prensibinin en belirgin örnekleridir.
c)Birleşik iplik sevki:İpliklerin gerginliklerinin, pozitif şekilde rezerve edilip, negatif şekilde çekilmesi veya hem gerginlik hem de sevklerinin pozitif olarak yapılabildiği yeni yöntemler geliştirilmiştir. Böylece daha iyi bir iplik hız ve gerginlik kontrolünün sağlanması ile, verimli bir çalışmanın ve kaliteli bir dokunun elde edilmesi sağlanmış olur.
Yukarıda anlatılan iplik sevk sistemlerini gerçekleştiren sevk ediciler aşağıdaki başlıklar altında açıklanmıştır.
a) Band furnisörü
b) Yığmalı (rezervli) furnisör
c) Dişli furnisör
d) Ruleli furnisör
a) Band furnisörü: Çoğunlukla büyük çaplı yuvarlak örme makinelerinde kullanılan band furnisörleri özellikle her sistemdeki iplik miktarını sabit tutmak amacıyla kullanılırlar. Her sistemin üzerinden sonsuz band geçen bir role takılmıştır. Band hareketini bir alın dişlisi üzerinde bulunan kasnaktan alır. Kasnak çevresini büyültüp küçültmek suretiyle, band hızı değiştirilir ve sevk edilen iplik miktarıda değiştirilebilir. İpliklerin hepsi aynı hızla çalışır ve bu sistemde bobin üzerine direkt
düğüm yoklayıcısı da yerleştirilmiştir. Elektrikli kopuk yoklayıcı üzerinden iplik, band
furnisöre gelir ve iplik band ve role arasından dönen bandın hızına uygun olarak bobinden çekilir.
Eğer bu sistemde, iplik, role ile band arasından sevk ediliyorsa pozitif iplik sevk sistemi ile, aksi halde yani iplik bant altından sevk edilmiyorsa negatif olarak iplik sevkiyatı gerçekleştirilir.
b) Yığmalı (reserveli) furnisör: Daha çok jakarlı yuvarlak örme makinelerinde uygulanan iplik sevk sistemidir.
Jakarlı örgülerde bahsedilen pozitif iplik sevkine uyan furnisörler kullanılmaz veya iptal edilir. Çünkü her sistemde iğnelerin farklı hareketleri, farklı iğne seçimi nedeni ile farklı miktarda iplik gerekmektedir.
Bobinden çıkan bozuklukları kapatmak ve iğnelere gerekli ipliği, değişmeyen gerginlik altında vermek için yığmalı furnisörler kullanılmaktadır.
Furnisör üzerindeki iplik miktarı, iplik cinsine bağlı olarak 5 ile 20 metre arasında değişir.
c) Dişli furnisör: Tüm sistemlerde birbirinden bağımsız olarak bulunan konik dişli şeklindeki, dişli iplik sevk ediciler, merkezi ayarlama ile çalışarak, iğneye gidecek olan gerekli iplik miktarını ayarlarlar. Dişlilerden biri makine hızına uygun olarak dönerken, ikinci dişli ise diğeriyle kavrama durumundadır. Dişliler birbirini ne kadar çok kavrarsa, iğnelere o kadar fazla iplik sevki gerçekleşir.
d) Roleli furnisör: Yüksek hızla dönen, yüzü parlatılmış konikten yapılmıştır. İplik katlar halinde konik çevresine sarılır ve buradan da iplik kılavuzuna gider. Yüksek bir iplik sevki için, üzerine hızla alınan iplik gerginliği yükselerek gerilim farkları giderilir ve farklı gerilimdeki ipliğin ilmek yapması önlenir.